適切な圧着とは — 構造、基準、検査(圧着ラチェット工具・ラチェット式圧着工具・ワイヤー圧着工具・圧着工具)
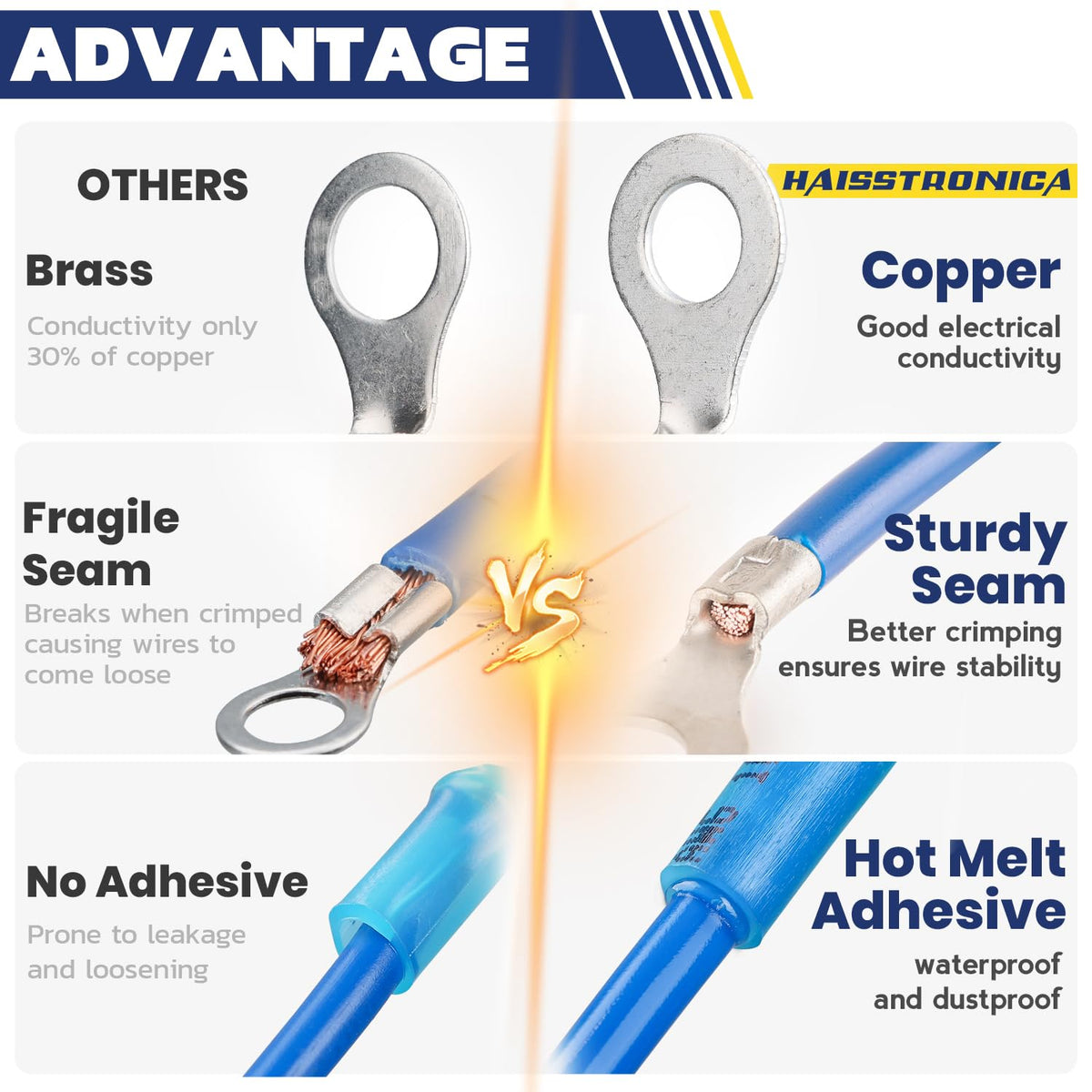
適切な圧着とは、「平らになるまで押し込む」ことではありません。端子バレルを、そのバレルに合わせて設計されたダイプロファイルを用いて、正しく被覆を剥がされた導体の周りに圧縮することで形成される、気密性と機械的強度に優れた冷間圧着です。校正された圧着ラチェット工具、高品質のラチェット式圧着工具、または専用のワイヤー圧着工具を用いて正しく圧着を行うことで、接合部は3つの重要な成果を達成します。
-
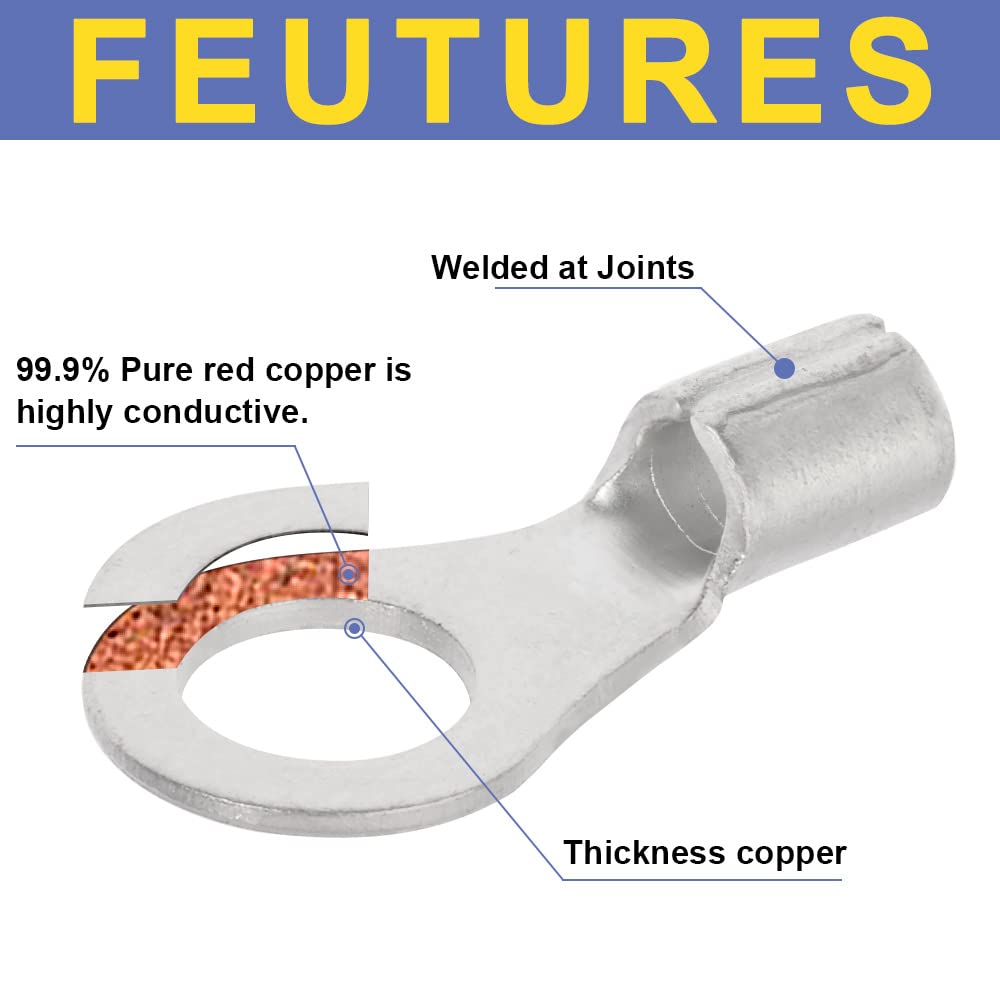
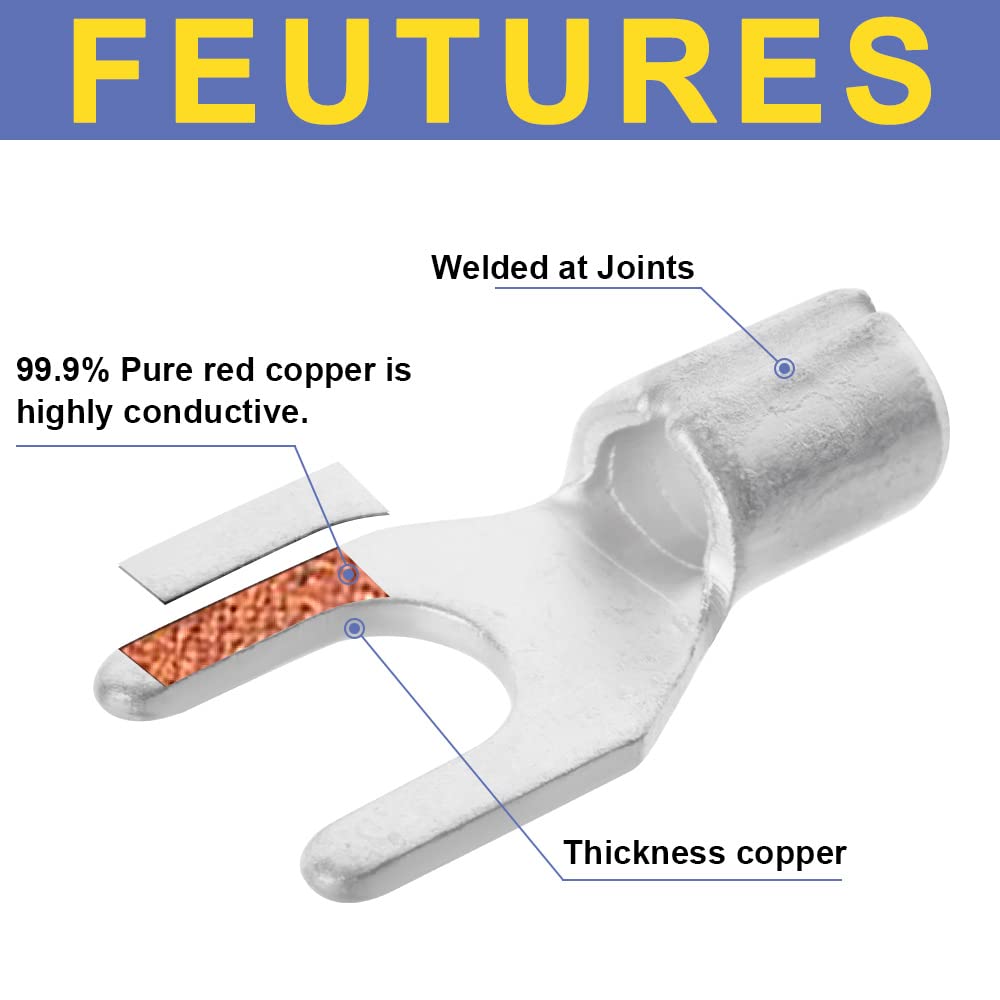
機械的保持:指定された AWG および端子に対するUL 486A-486B導体引張要件を満たすか上回ります。撚線自体が破断する前にワイヤが引き抜かれることはありません。
-
電気性能:ワイヤバレルインターフェースでの接触抵抗が低く、振動や温度サイクルに対して安定しており、微小な動きが最小限に抑えられ、フレッティングを防止します。
-
環境耐性:熱収縮ワイヤコネクタまたは熱収縮バットコネクタを使用する場合、接着剤付きスリーブが海洋/ボンネット下の環境で湿気を遮断します。非密封端子では、適切な絶縁サポートにより曲げ疲労を防止します。
圧着「スタック」:導体圧着+絶縁サポート
-
導体圧着(前面):ダイは撚線を圧縮し、高密度で均質なスラグを形成します。圧着後の高さ(クリンプハイト)と幅は、工具のダイキャビティ形状によって制御されます。ここで重要なのは、ペンチではなく圧着工具です。電線の圧着は、再現性のある圧縮率を達成する必要があります。
-
絶縁サポート(後部):外被を軽く押さえ、張力緩和の役割を果たす部分。多くのラチェット式圧着ペンチには、このための第二の空洞が設けられています。
知っておくべき標準(そしてそれがなぜ存在するのか)
-
UL 486A-486B : 銅導体用端子およびスプライス - 引張試験、温度上昇。
-
IPC/WHMA-A-620 : ケーブル/ワイヤーハーネスアセンブリの許容性 - 仕上がりクラスおよび検査基準。
-
NASA-STD-8739.4 および作業ガイドライン: 圧着形状、検査、および一般的な欠陥に関する優れた参考資料です。
-
ABYC E-11 (海洋) : 船舶の電気システム - ビルジ/塩分環境における海洋電気コネクタおよびシーリング戦略を規定します。
適切な圧着の視覚的および物理的チェック
-
フルサイクル完了:ダイが設計された圧着高さに達するまで、圧着ラチェット機構がロックします。
-
仕様を超えて露出した導体がないこと。また、ワイヤを圧着する前に撚り線に傷や広がりがないこと。
-
バレルの変形は端子の仕様と一致します (例: 「B クリンプ」、「F クリンプ」、六角形、楕円形)。
-
引張テスト(非公式の工場チェック): ワイヤーは動かずに保持される必要があります。重要なビルドの場合は、UL テーブルに従ってダイナモメーターを使用します。
-
絶縁材を切断する可能性のある鋭利なフラッシュがなく、過度の圧着による変色もありません。
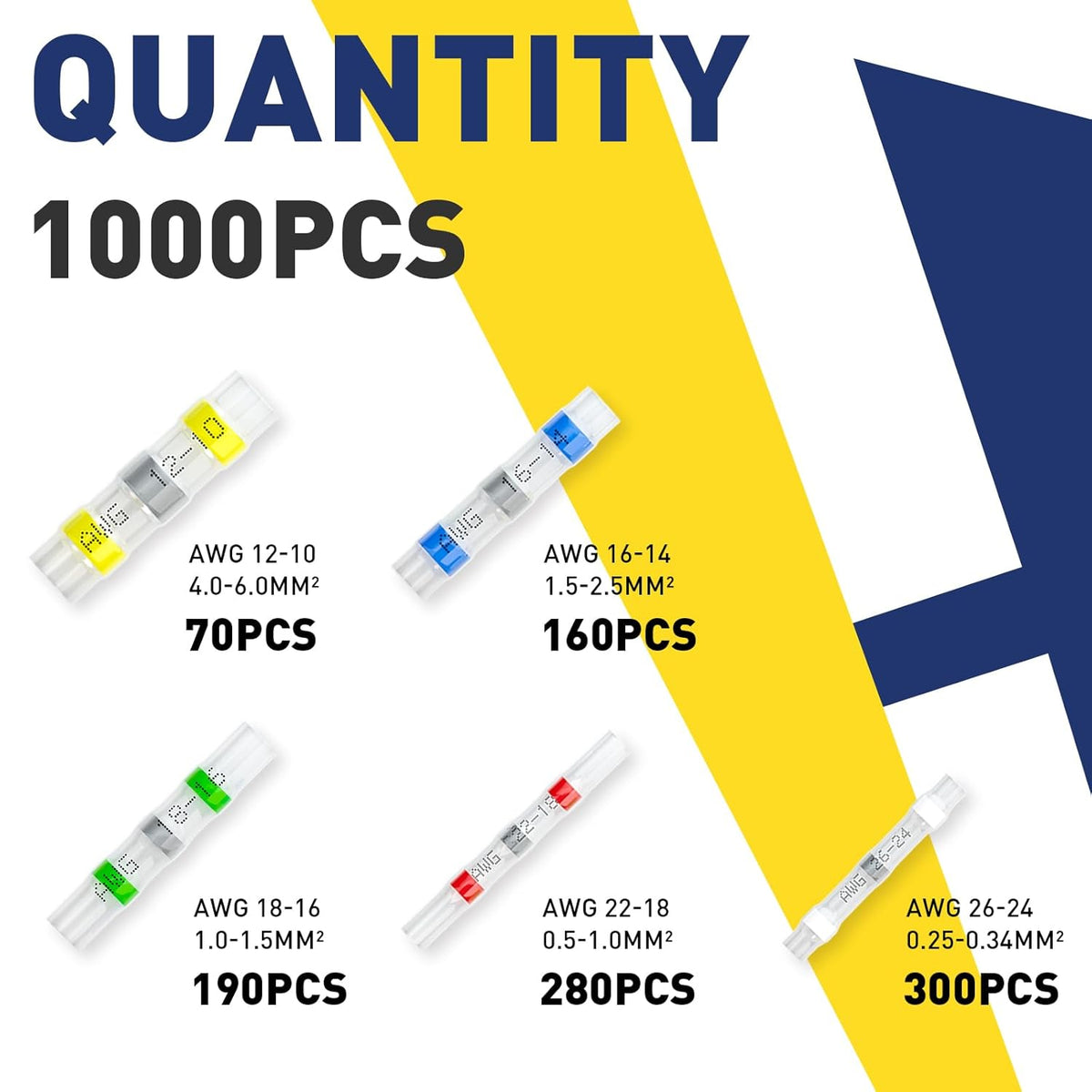
行動喚起:ハーネスを組み立てたり修理したりする場合は、 AWG 22~10 熱収縮端子用の Haisstronica圧着ラチェット工具を使用して、再現性の高い結果を実現しましょう。

通常のペンチが機能しない理由 - 形状、力曲線、安全性(圧着ラチェット工具・ラチェット式クリンパ・ワイヤークリンパ・圧着工具)
「ペンチで挟めばいいんじゃないの?」答えは「いいえ」です。信頼性、コンプライアンス、安全性を求めるなら無理です。通常のペンチ(ロックペンチでさえ)には、適切な圧着ラチェット工具、ラチェット式クリンパ、または規格適合のワイヤークリンパが提供するような、ダイの形状、制御された力、そしてフルサイクルラチェットがありません。ここで問題となるのは以下の点です。
1) 間違った形状 = 間違った冶金
圧着は巧妙な変形です。バレルとダイは、ストランドを高密度のスラグに詰め込むシステムとして設計されています。プライヤーは点荷重とランダムな平坦部を作り出し、酸化を許す空隙を生じさせます。気密性の高い接合部ではなく、負荷がかかると発熱する高抵抗の接合部が形成されます。その結果、接続不良のように見える不良圧着が発生します。
2) フルサイクル制御なし → 圧着不足または圧着過剰
圧着工具のラチェットは完全なサイクルを保証しますが、ペンチは手の感覚に依存します。
-
アンダークリンプ: 振動時にワイヤが引き抜かれたり、アークが発生したり、断続的に切断されたりします。
-
過剰圧着: ストランドが切断され、バレルが割れ、応力集中が発生し、抵抗と熱が増加します。
3) 反発と不一致
金属は圧縮後に弾力性を持ちます。ラチェット式クリンパーのダイスは、それを考慮してサイズが調整されています。しかし、プライヤーはそうではありません。「同じ」圧縮を2回行っても、結果が全く異なるため、高品質なハーネスには到底耐えられません。
4) 安全性とコードへの影響
抵抗値が高いと、電圧降下、発熱、そして潜在的な火災リスクが生じます。接合部の不良はUL規格の条件や施工要件(IPC/WHMA)に違反する可能性があり、保証が無効になったり、検査に合格しなかったりする可能性があります。
5) 環境は欠陥を拡大する
船舶、エンジンルーム、屋外での使用では、湿気や塩分によって空隙部の腐食が促進されます。そのため、当社では防水熱収縮チューブとラチェット式圧着工具による適切な圧縮を組み合わせ、必要に応じて船舶用電気コネクタも併用しています。
プライヤーの「圧着」の現場症状
-
負荷がかかった状態でコネクタが温かくなったり熱くなったりする
-
断続的なアクセサリ、センサーコード、薄暗い照明
-
バレルから緑色/黒色の腐食が広がる
-
メンテナンス中に緩むワイヤー
重要なポイント:ペンチは2つの金属片を挟むことはできますが、適切な圧着はできません。端子の形状に合わせて、適合圧着ラチェット工具、ラチェット式圧着工具、または専用圧着工具を使用してください。
行動喚起:ペンチはもう不要。Haisstronica ラチェット圧着工具絶縁端子キット(AWG 22~10)にアップグレードすれば、故障は問題になりません。
適切なツールと組み合わせ - 端子、ダイス、環境(圧着ラチェット工具、ラチェット圧着工具、ワイヤ圧着工具、圧着工具)
信頼性の高い作業への最速の道は、工具、ダイ、端子の種類を一致させることです。以下は、現場で実証されたマップです。それぞれの作業に最適な圧着工具(クリンパー、クリンパー、圧着ツール)を選択し、機器の寿命を通して確実に固定された電線を圧着する方法をご紹介します。
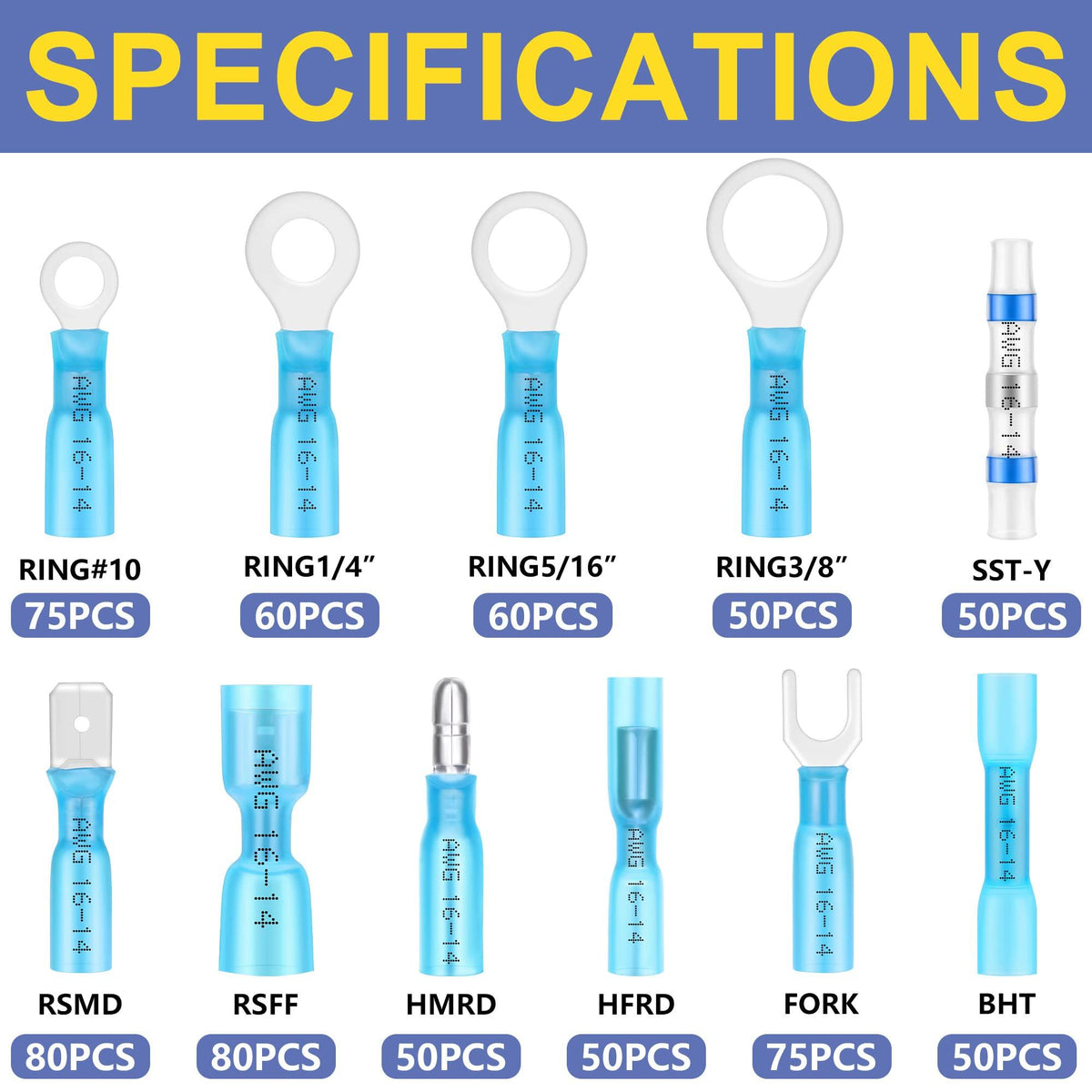
A) 絶縁リング/フォーク/スペード/バット端子(ビニール/ナイロン/熱収縮)
-
ツール:赤/青/黄 (22~10 AWG) に色分けされたキャビティを備えた汎用ラチェット ワイヤ クリンパ(別名:ラチェット ワイヤ クリンピング ツール)。
-
使用場所:自動車、家電製品、一般機器。
-
プロの動き:接着剤付きの熱収縮ワイヤ コネクタ/熱収縮バット コネクタを優先します。加熱後に自動的に密閉されるため、水しぶき、塩霧、道路の水しぶきなどに最適です。
-
すべきこと:仕様に従って被覆を剥ぎ、絶縁体が金属スリーブに突き当たるまで挿入し、最初に導体を圧着し、次に絶縁体サポート (ある場合) を圧着します。
-
しないでください:ダイの形状を混ぜないでください。 ワイヤ クリンパ ツールのキャビティがバレル プロファイルと一致しない場合は、ツールを変更してください。
B) オープンバレル(別名F圧着)端子とOEMコネクタ
-
ツール:非絶縁端子用ラチェット クリンパ/ 適切な F クリンパ ダイを備えたラチェット スタイル端子クリンパ。多くはタブ幅またはシリーズ別にラベル付けされています。
-
使用例:自動車/産業用コネクタハウジング(センサープラグ、ブレード端子)。
-
すべきこと:端子メーカーのストリップ長さを使用し、ラチェット端子クリンパを使用して、タブを導体と絶縁体に別々に折り曲げます。
-
してはいけないこと:ペンチは絶対に使用しないでください。バレルのウィングは、特定のラチェット圧着プロファイルに合わせて設計されています。
C) パネル/PLC/IECビルド用のフェルール
-
ツール:端子ブロックに適合する四角形または六角形のフェルール クリンパ。
-
使用する場合:制御パネル、可変周波数ドライブ (VFD)、ネジの下の細い撚線ランディング。
-
利点:ストランド広がりとコールドフローを防止し、終端の一貫性を向上させます。多くの検査員は、メートル法ブロックにフェルールを好みます。
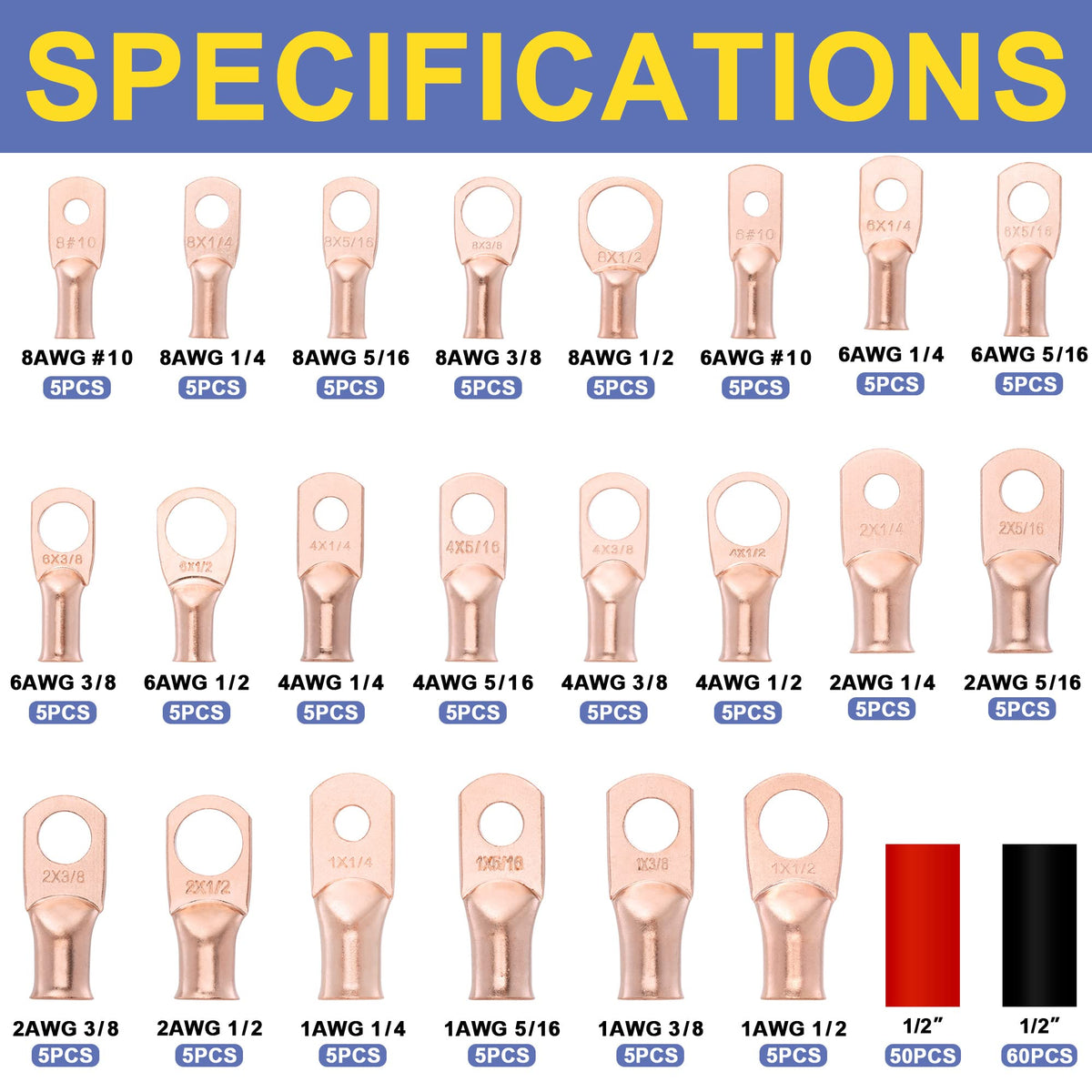
D) 大型ラグ(スターター、インバーター、バッテリー、ウインチ)
-
ツール: 6 AWG 以上の場合は、使用しているラグに適合する六角形/インデント/油圧式ケーブル クリンパまたはダイレス インデント スタイルにステップアップします。
-
使用する場合:スターター ケーブル、ソーラー バッテリー バンク、インバーター出力、船舶用住宅用バッテリー。
-
プロが行う方法:腐食防止のため、錫メッキ銅製ラグと粘着性熱収縮チューブを使用します。
E) 海洋および過酷な環境
-
ツール: A または D と同じですが、防水熱収縮チューブと錫メッキ導体を組み合わせます。
-
使用する場合:塩霧、ビルジ、デッキ、またはエンジン ベイにさらされる場所。
-
すべきこと:船舶用電気コネクタと接着剤付き熱収縮チューブを使用し、ラチェット式ワイヤ圧着工具で圧着して確実に圧縮し、加熱して接着剤を活性化します。
F) 専門分野と標準の整合
-
UL/IPC/NASA : 端子メーカーのアプリケーション仕様 (コネクタ圧着ノート、端子コネクタ圧着ガイダンス) に従ってください。
-
検査: 重要なハーネスの場合は、ノギスで圧着高さを測定し、定期的に引張テストを実行します。
-
ドキュメント: ツール モデル、ダイ、ロット番号を取得します。これは航空宇宙/医療の分野では追跡可能性のために一般的です。
実証済みの「失敗のない」ワークフロー(保存 + 共有)
-
端子ファミリーを識別します。 (絶縁バット?オープンバレル?フェルール?ラグ?)
-
ラチェット圧着工具/ラチェットワイヤ圧着工具/ワイヤ圧着工具の対応するダイキャビティを選択します。
-
ストリップの長さは仕様どおりです。切り込みはありません。仕様に指定されている場合のみねじってください (ほとんどの圧着ではねじれていないストランドが想定されています)。
-
導体をフルサイクルリリースまで圧着します(圧着ツールのラチェットがカチッと音がするまで)。
-
絶縁サポートがある場合はそれを圧着します。
-
熱収縮チューブ(濡れた部分には粘着剤付き)で密封します。
-
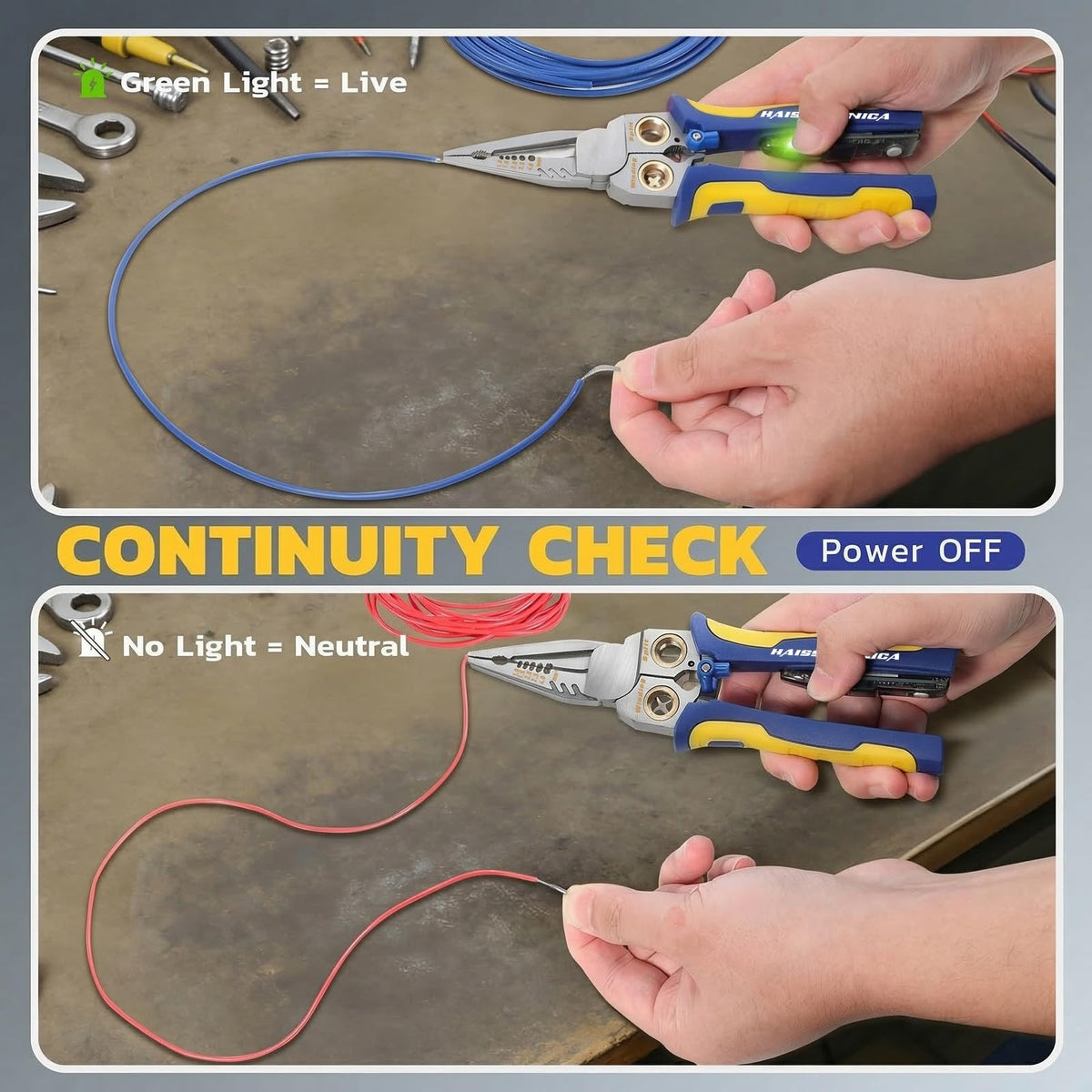
検証: 引っ張りテスト、マイクロオーム計がある場合はジョイント全体の抵抗を素早くチェックします。

結論 — 安全で標準に準拠した今後の道
ペンチでコネクタを挟むことは絶対に可能ですが、絶対にしてはいけません。コンプライアント圧着とは、精密な成形プロセスです。ダイ + バレル + ワイヤを、圧着ラチェット工具、ラチェット圧着工具、または適切に仕様設定されたワイヤ圧着工具を使用して、制御された圧着高さで実行します。この組み合わせにより、ガス密で振動に強い接合部が得られ、負荷がかかっても冷却され、湿気、塩分、熱に耐えます。ビルジポンプ、エンジンベイセンサー、ソーラーコンバイナー、または熱収縮バットコネクタを使用した家庭プロジェクトの終端処理のいずれの場合でも、正しい端子、正しい圧着工具、正しい手順という方程式は変わりません。