

適切なサイズの選び方(はんだ付けワイヤコネクタ)
正しいサイズ選びがすべてです。はんだシール接合は、導体断面積、絶縁体外径、スリーブ内径が適切に組み合わさって初めて機能します。つまり、はんだが銅を濡らし、接着剤が連続した防湿バリアを形成するのです。
1) AWGとカラーコードから始める
高品質のはんだワイヤコネクタのほとんどは、予測可能な色標準に従います (必ずベンダーのチャートを確認してください)。
-
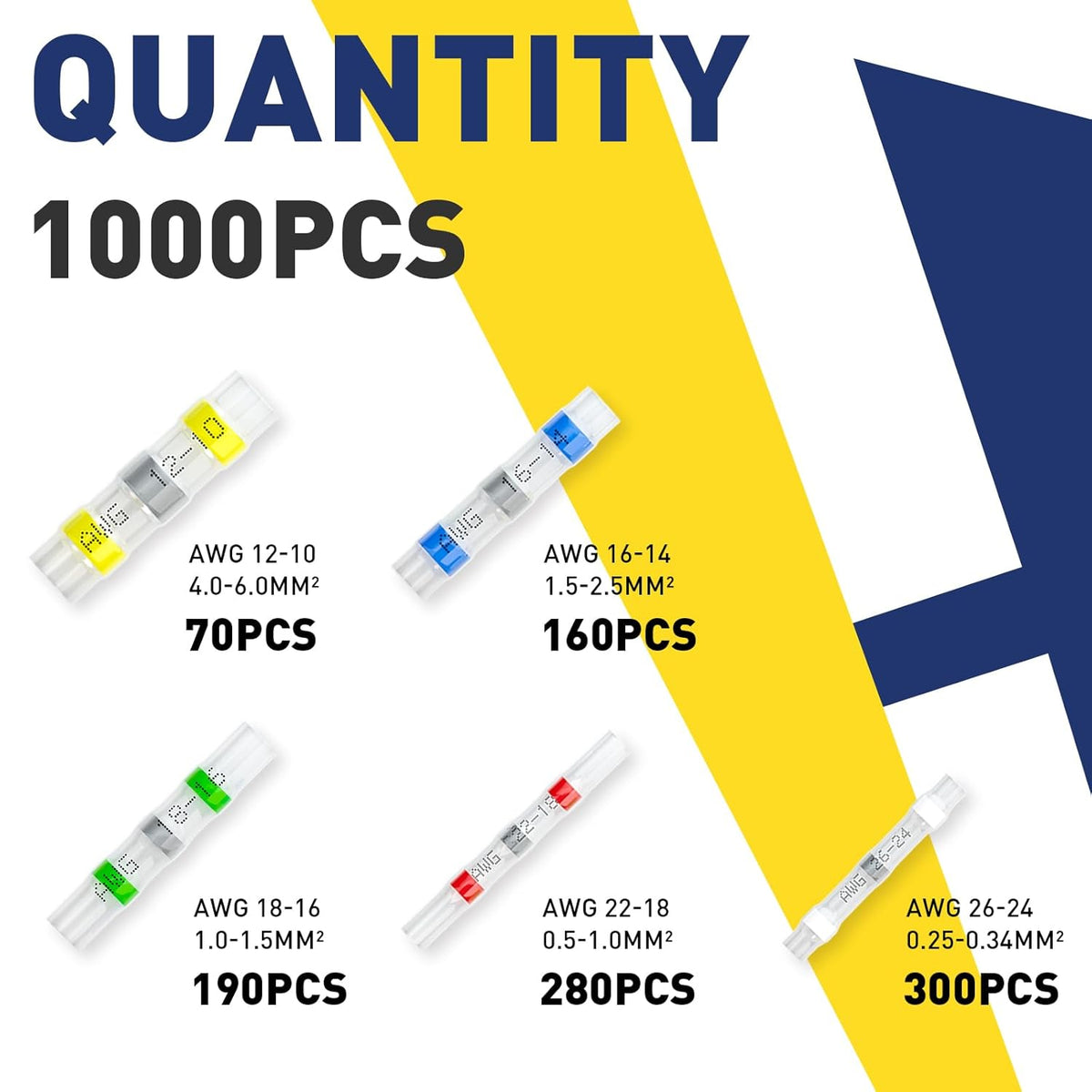
白:AWG 26~24 (マイクロエレクトロニクスリード、信号作業)
-
赤:AWG 22~18 (センサー、小型回路の自動車用一次側)
-
青:AWG 16~14 (ほとんどのアクセサリ、ポンプ、照明)
-
黄色:AWG 12~10 (高負荷、ビルジブロワー、パワーディストリビューションピグテール)
これらの範囲は、はんだリングが濡れて充填するように設計された導体のサイズを表しています。AWG 12を青いスリーブに詰め込むと、はんだの量が不足します。AWG 20を青いスリーブに詰め込むと、チューブを収縮させて密閉するのに苦労するでしょう。
2) 銅だけでなく絶縁体外径も確認する
同じAWGの電線でも、ジャケットの厚さが大きく異なる場合があります(PVC、架橋XLPE、シリコン、PTFE)。ご購入前に、電線の外径(OD)と、スリーブの収縮前および収縮後の内径を比較してください。目安として、収縮後はチューブ壁がジャケットに均一に圧縮され、接着リング付近に空隙がない状態が望ましいです。
-
細いシリコンを厚いジャケットで接合する場合は、 3:1または4:1 の収縮コネクタを使用することをお勧めします。
-
薄いジャケットの PTFE を接続する場合、 2:1でも問題ありませんが、コールドスポットを避けるために正確な加熱が必要です。
3) ストリップの長さと重なりを考慮する
はんだリングの両面に銅が必要です。良いワークフローは次のとおりです。
-
赤/青の場合は片側6~7 mm(≈1/4インチ) 、黄色の場合は片側8~10 mmを剥がします。
-
両方の導体のむき出しの端がはんだリングの下で約3~5 mm(1/8インチ)重なるように挿入します。隙間がないようにしてください。はんだの下には絶縁材がないようにしてください。
-
撚り線の場合は、きつく結束して先端を尖らせ、はんだ付けを妨げないように、撚り線を束ねた状態に保つように軽くねじります。
4) 環境に合わせてスリーブの種類を選ぶ
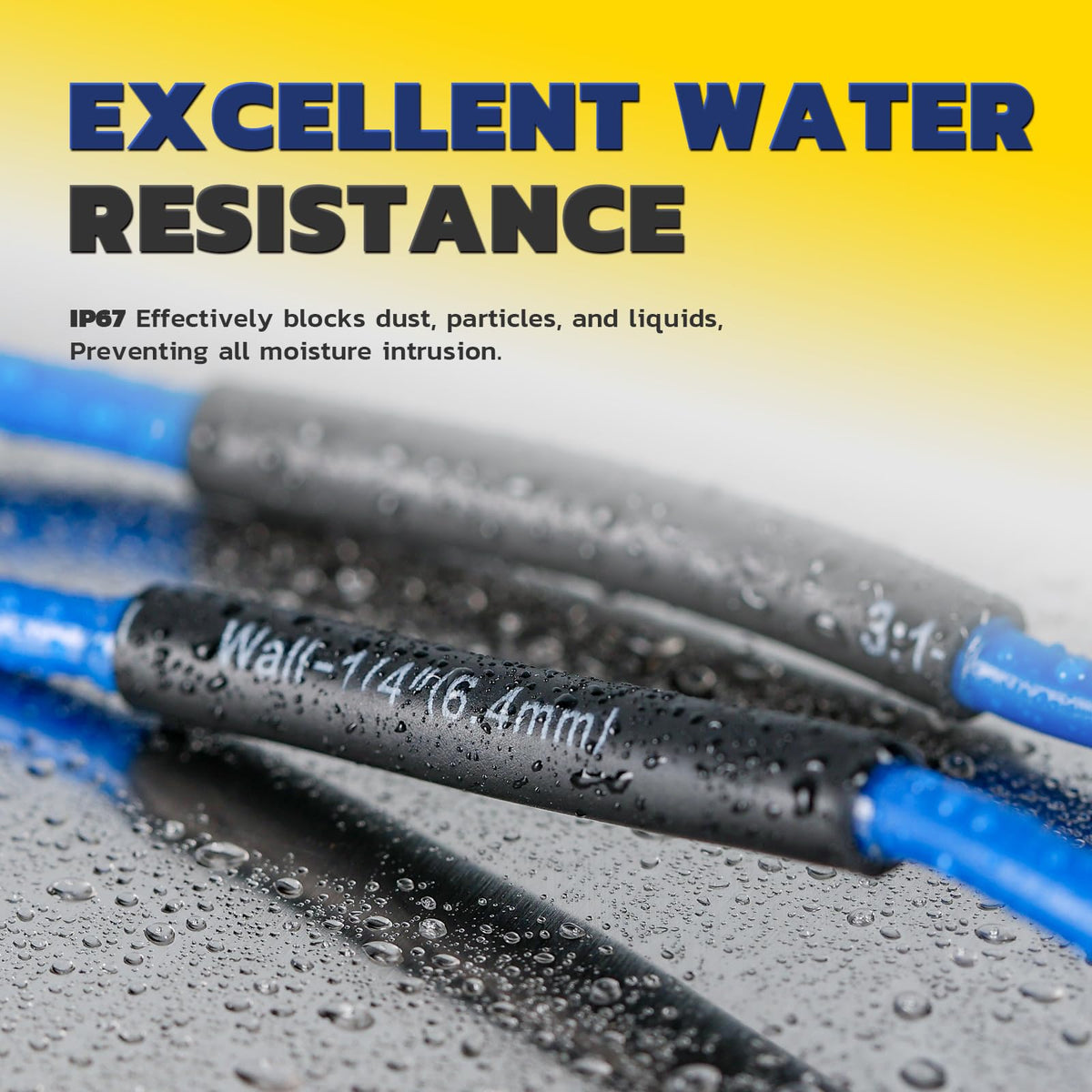
スプライスが水しぶき、はね、または粉塵のある場所に設置される場合は、二重接着リング(はんだバレルの両側に1つずつ)付きのスリーブをお選びください。埋設、ビルジ、または屋外配線の場合は、仕様通りに取り付けた場合にIP67/IP68相当のシーリング性能を明示的に謳う、船舶向けスリーブをご検討ください。「熱収縮はんだコネクタ」という表記には、「粘着剤付き」「シール付きはんだコネクタ」「はんだ&シール」 「はんだ収縮コネクタ」などの表記が見られます。これらの表現は、絶縁だけでなくシーリングも設計の一部であることを示しています。
5) 銅の種類を安易に混ぜない
錫メッキされた船舶用導体ははんだ付けが容易で耐腐食性があります。裸銅線でも問題ありませんが、環境が厳しい場合は、完璧な密閉性が求められます。これらのスリーブでアルミニウムを接合することは避けてください。異種金属や酸化層が故障の原因となるためです。
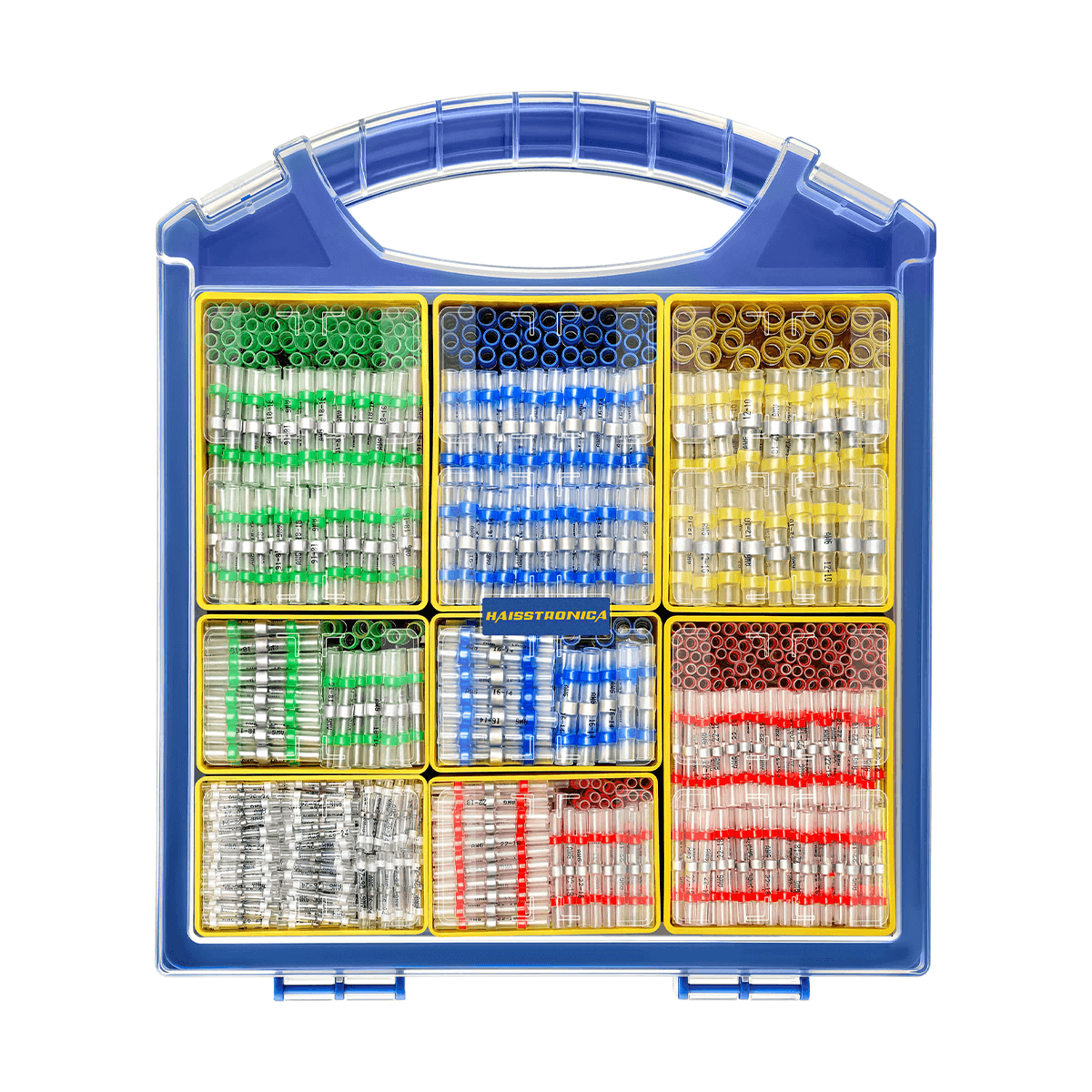
安心してご購入ください。Haisstronica 340 個キットでは、ケースに色/AWG のラベルが付いているため、適切なワイヤ コネクタのはんだサイズを迅速かつ繰り返し選択できます。

収縮率と接着剤(はんだワイヤコネクタ)
「熱収縮チューブ+はんだ+接着剤」の3層構造により、はんだ付けワイヤコネクタは正しく使用すれば防水性と耐張性を確保できます。各要素の機能を具体的な数値とともに解説し、仕様書を賢く評価できるようお手伝いします。
1) 収縮率: 2:1 vs 3:1 vs 4:1
-
2:1は低価格のスリーブでよく使用されます。断熱材の外径がチューブの内径に近い場合は、コンパクトで適しています。欠点は、ジャケットの厚さの変化に対応できる範囲が狭く、特殊な形状でも締め付けがしにくいことです。
-
3:1は、ハーネスを混ぜて編むのに最適です。最初は厚手のジャケットの上を滑らせるのに十分な大きさで、その後は急激に縮むことで、隙間をしっかりと閉じます。
-
4:1は、シリコンジャケット、多層熱収縮チューブの修理、そして不均一な接合部(例えば、片側に耐熱ガラス編組チューブがある場合)の問題を解決します。また、さらに収縮させることで、軽微な作業ミス(スリーブが少し大きすぎるなど)にも対応します。
実用的な選択のコツ: 測定したジャケット OD がスリーブの最小回復 ID に近い場合は、接着剤が実際に圧縮されて空気が押し出されるように3:1または4:1 を選択します。
2) 接着剤の化学とその重要性
高品質なスリーブのほとんどはEVA(エチレン酢酸ビニル)ホットメルト接着剤を使用しています。一部のプレミアムデザインでは、耐燃料性/耐油性、高温安定性のためにポリアミドや特殊配合が使用されています。以下の点にご注意ください。
-
活性化温度(通常は80~110℃ )—はんだが溶ける温度以下。
-
完成したスプライスの動作温度(例: 自動車/船舶用スリーブの場合、通常は -55 ~ 125 °C)。
-
過酷な環境に対する化学薬品および塩水噴霧に対する性能宣言。
はんだが濡れた後、加熱すると接着剤が流れ出し、ジャケットを濡らし、スリーブの端からわずかにはみ出します。これは完全な密閉が達成された良い兆候です。乾いた隙間や白っぽい接着剤が見られる場合は、加熱不足か、作業が速すぎた可能性があります。
3) はんだリング合金と熱プロファイル
多くのスリーブには、内部フラックスを使用した低温共晶はんだ(一般的にはSn42/Bi58 、融点約138℃ )が使用されています。融点がやや高いSn60/Pb40や鉛フリーの変種が使用される場合もあります。実用的なガイダンス:
-
ヒートガンとリデューサーノズルの組み合わせが最適です。300 ~350℃ (572~662℉)程度の適度な空気の流れで、リングは通常、サイズにもよりますが8~20秒で溶けます。
-
はんだリングから加熱を開始し、きれいな溶融と毛細管濡れを実現してから、外側に広げて両方の接着バンドを活性化します。
-
蒸気、ジャケット、または規制の対象となる空間の近くでは、裸火を使用しないでください。裸火は局所的な熱を発生させ、チューブを焦がし、接着剤を沸騰させます。マイクロトーチを使用する場合は、常に一定の距離を保ち、継続的に作業を進めてください。
良好な溶融の兆候:はんだが光沢を帯びて崩壊し、銅のインターフェースに薄いフィレットが見え、10~15 秒の冷却後に導体を引き離すことができなくなります。
不良溶融の兆候:粒状または鈍いはんだ (コールドジョイント)、リングの下の空洞、チューブの泡立ちまたは黒ずみ (過熱)。
4) 引張強度とシーリングの期待値
適切なサイズの熱収縮はんだ付けコネクタは、適切に使用すれば、強力な引張性能と優れた耐湿性を発揮します。しかし、高振動または高温が続く場所(ボンネット下、排気口付近など)では、多くのOEM規格において、熱の影響で硬くなる部分を避けるため、はんだ付け接合よりも圧着後に接着剤でコーティングした収縮チューブを優先しています。これはスリーブを非難するものではなく、用途に関するものです。環境に適した場所でご使用ください。
👉 Haisstronicaワイヤコネクタはんだ製品を使用して抵抗を低減します — 製品ラインナップをご覧ください。

購入すべきもの(キットと代替品)(はんだ付けワイヤコネクタ)
信頼できるキットの組み立て方と、はんだ付けワイヤコネクタの代わりに(またははんだ付けワイヤコネクタに加えて)別のものを使用する必要がある場合について説明します。
A) バランスのとれたはんだシールキット(注目すべき点)
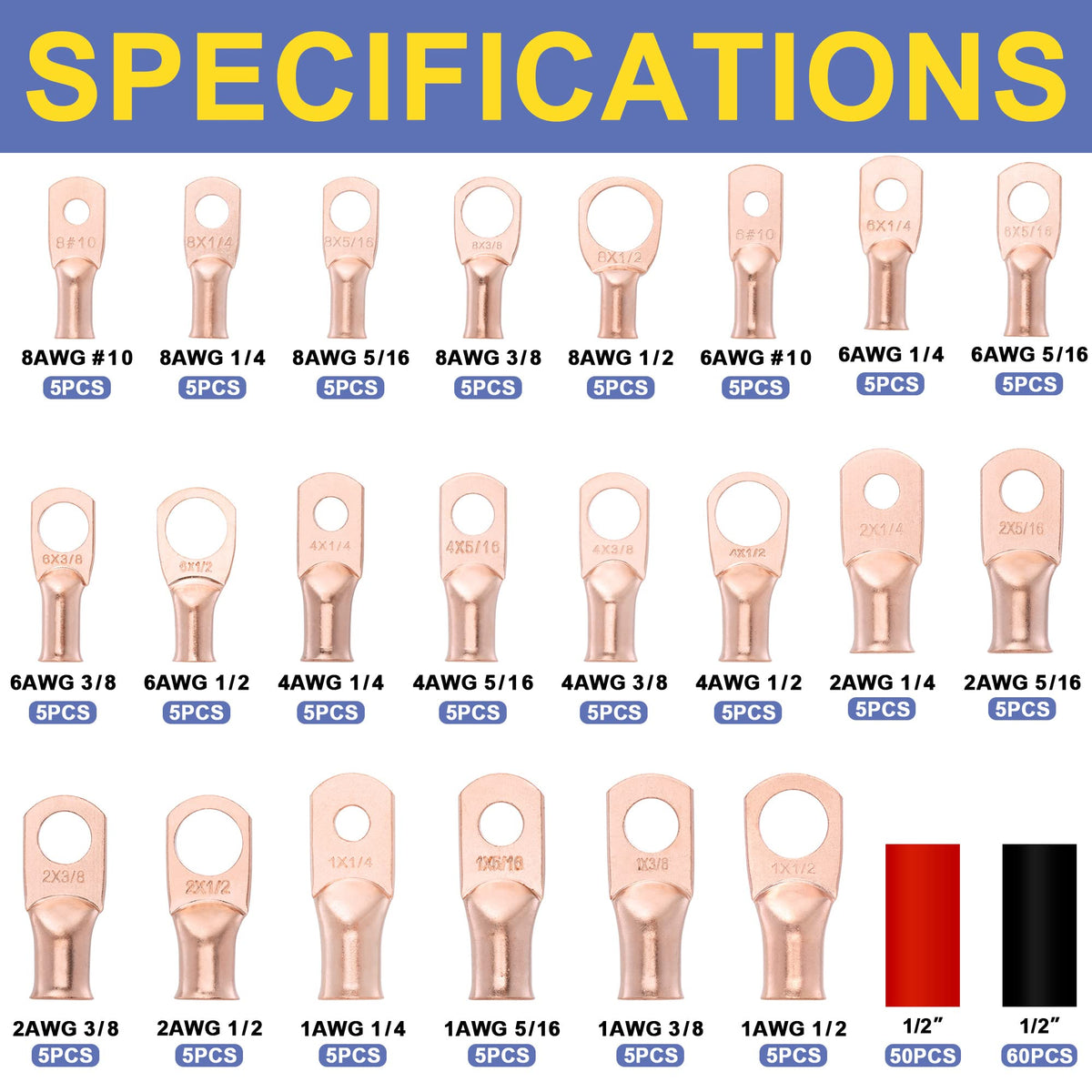
対象範囲とラベル
白/赤/青/黄の4色すべてのサイズを、ケースにAWG範囲が印刷された整理されたビンに入れて揃えたいですよね。Haisstronica 340個セットはまさにこの条件を満たし、 AWG 26~10をカバーします。スロットを無駄にする、よくわからない中間サイズの混在はありません。
チューブと接着剤の品質
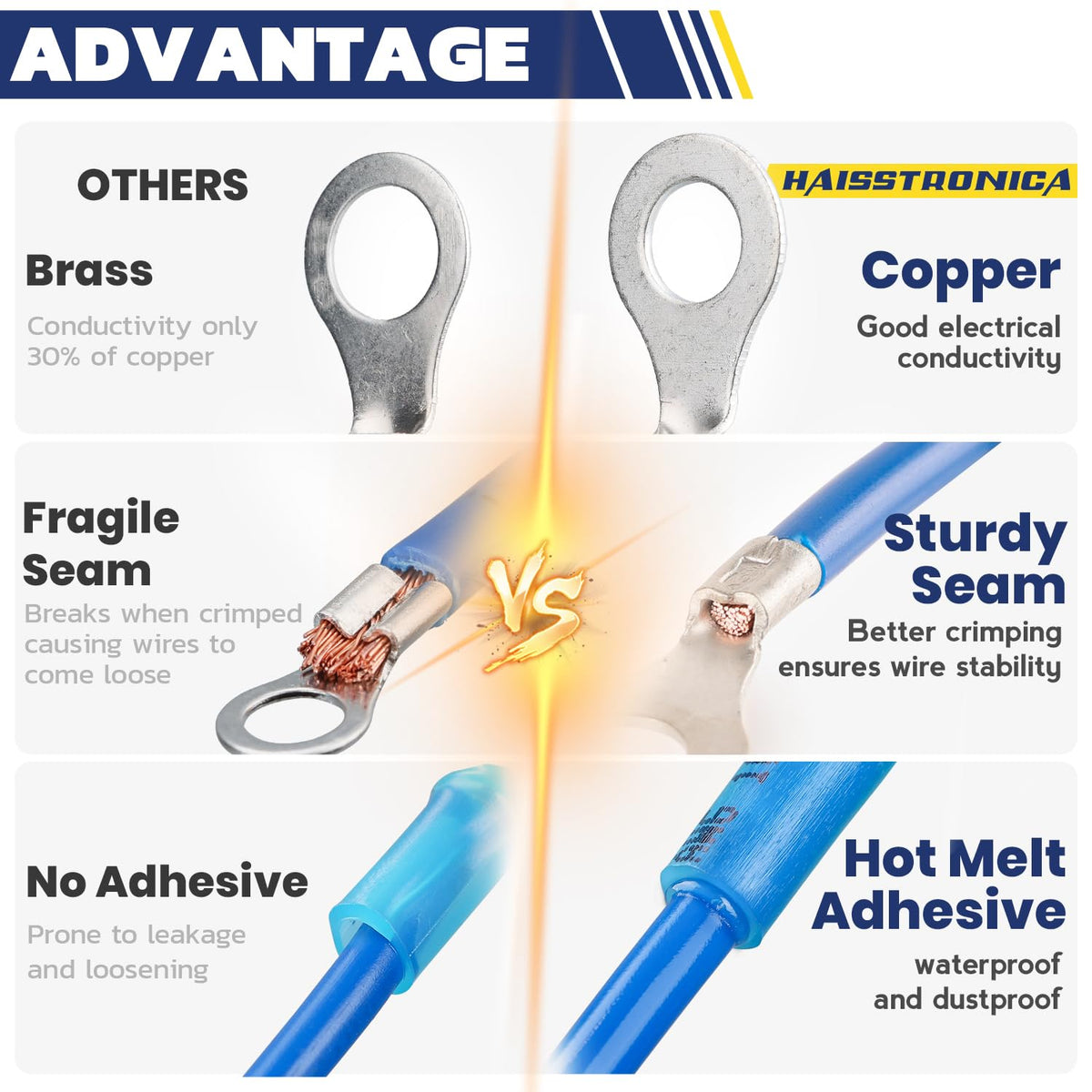
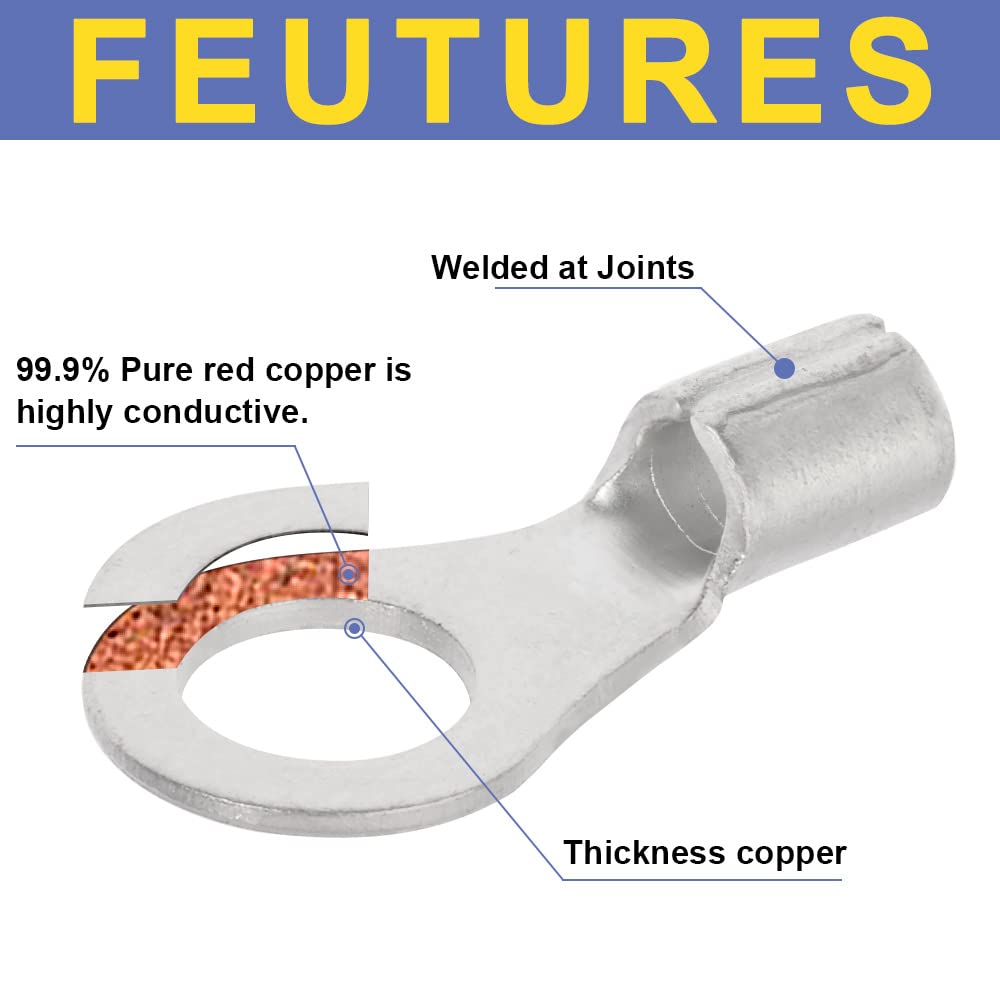
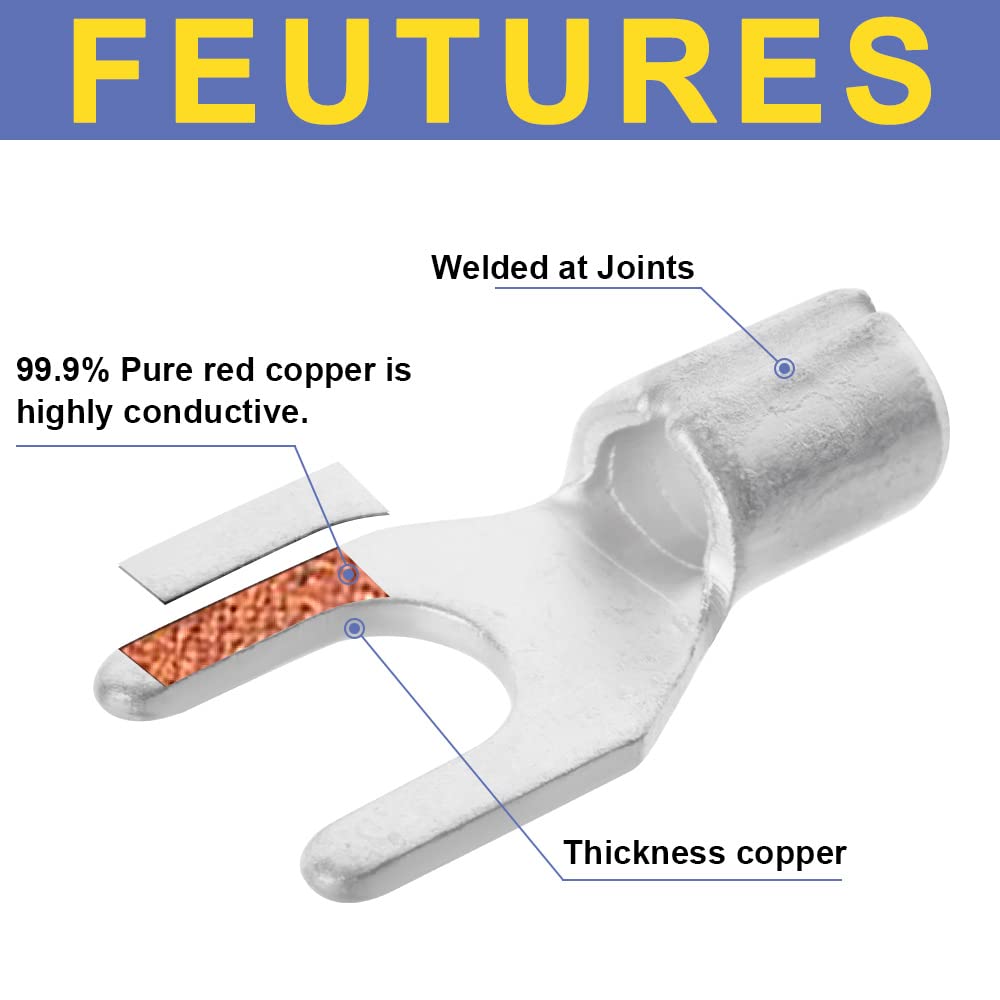
プレミアムスリーブはマット仕上げで均一に収縮し、完全に加熱されると両端から接着剤がきれいにはみ出します。低品質のスリーブは、収縮が不均一になったり、乾燥部分が残ったりすることがあります。Haisstronicaスリーブは、接着剤で均一に収縮し、透明なはんだリングが付いているため、溶融状態を目視で確認できます。
はんだリングの配置
リングの中心が揃っていれば作業ミスが減ります。中心からずれていると作業が遅くなり、作業効率が悪くなります。各スリーブにフラックスのはんだが滑らかに溶けていることを確認してください。ざらざらとした灰色の残留物がないことを確認してください。
ヒートツールの互換性
スリーブは、一般的な1400~1800Wのヒートガン(リデューサーノズル付き)で予想通りに反応するはずです。スリーブを溶かすためにトーチで加熱しなければならない場合は、現場での使用には適していません。
👉 Haisstronicaワイヤはんだコネクタで耐久性のある接合を実現 — 今すぐ購入するにはクリックしてください。

B) 圧着後収縮法を選択する場合
ハーネスが常に振動したり、ストランドの屈曲が激しい場合、またはボンネット下の温度が高い場合は、接着剤付きの圧着バットコネクタ(最初に圧着してから加熱する)の使用をご検討ください。理由:
-
プラスチックバレルと接着剤により、熱の影響を受ける硬いはんだ付け部分を設けることなく、張力を軽減します。
-
自動車および航空宇宙の作業ガイドラインでは、疲労の理由から、圧着スプライスが推奨されることが多いです (下記の FAA AC 43.13-1B および NASA の作業に関する注記を参照)。
C) 端子、フェルール、ハウジングの方が良い場合
-
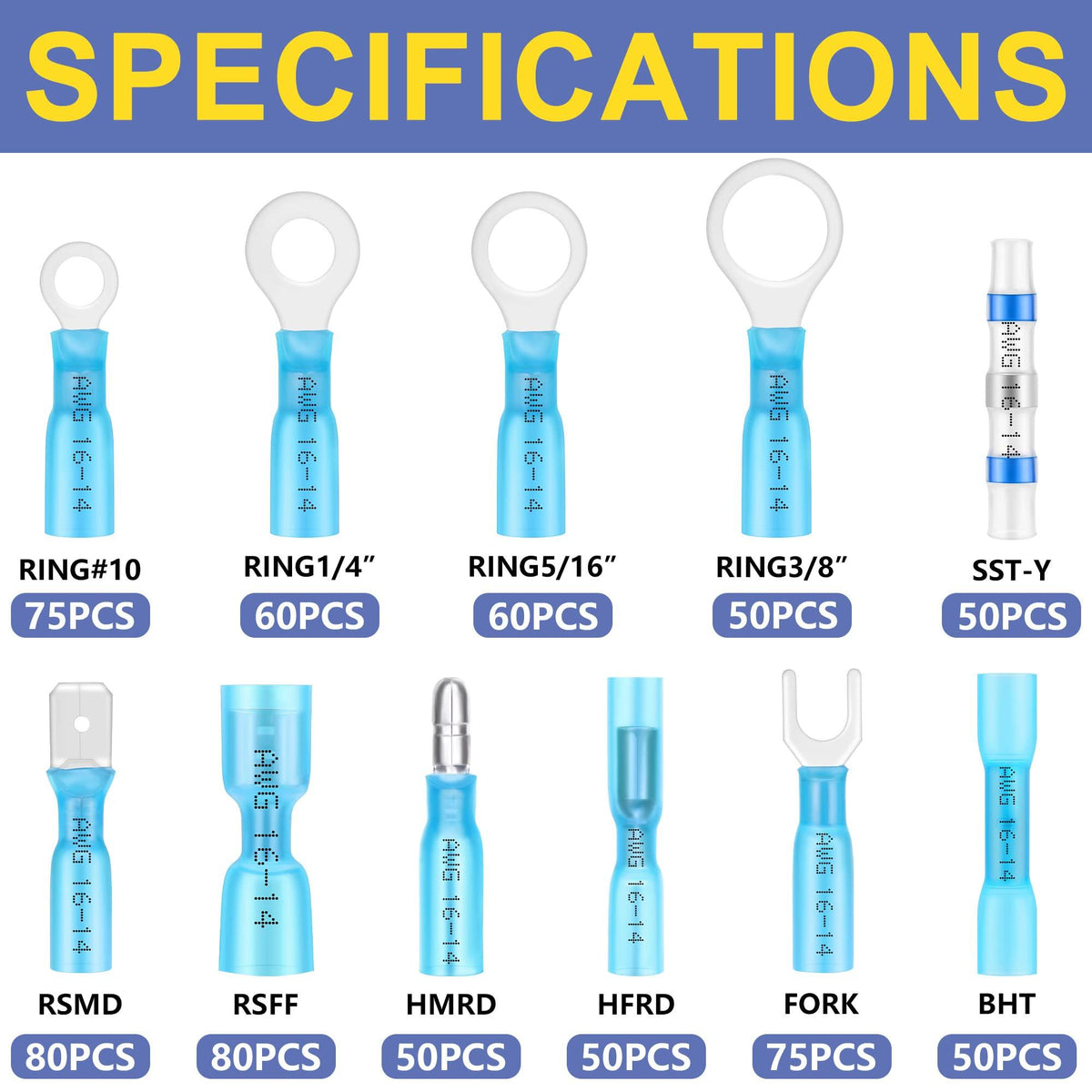
リング/スペード/ブレード端子+ スタッドおよびネジ端子用の接着剤付きヒートシュリンク。仕様に応じて、端子のはんだ付けと圧着端子を検索してください。
-
DIN レール ブロックまたはセット スクリュー端子用のフェルール(この方法を使用する場合は、適切なフェルール クリンパを探してください)。
-
シーリンググロメットとポジティブラッチが必要なコネクタハウジング(Deutsch、AMP/TE、Sumitomo製)。これらのシステムでは、コネクタにはんだ付けは使用せず、専用工具を用いて圧着端子を使用します。
D) 「はんだ付け不要」の代替品 - トレードオフを知る
はんだ付け不要の電線コネクタ(圧接式、クイックタップ)を目にするでしょう。これらは作業が速いですが、高信頼性が求められる作業や湿気の多い場所では、はんだ付け電線コネクタや圧着・シール式の電線コネクタの代替としては適していません。どうしても使用する場合は、接合部を粘着剤付き熱収縮チューブで保護し、振動の激しい場所には設置しないでください。
E) 実際に使うツール
-
リデューサー/リフレクター ノズルを備えたヒート ガン(速度と均一性の最適なバランス)。
-
温度を示すクレヨンを使用するか、はんだリングの崩壊と接着剤の流れを観察するだけを学習します。
-
ワイヤの準備: 適切なストリッパー、フラッシュ カッター、および必要に応じて、接合領域の内側ではなくシール外側にワイヤ シーラー(絶縁グリース) を塗布します。
-
密閉された空間や揮発性物質の近くでは裸火を使用しないでください。はんだが濡れる前にマイクロトーチでもチューブが焦げてしまう可能性があります。
F) これらがあなたの幅広いキットにどのように適合するか
汎用性の高いフィールドキットとして、はんだ付けシールコネクタとシール圧着コネクタの両方に加え、不測の事態に備えてはんだプラグや熱収縮チューブもいくつか用意しておきましょう。こうすることで、画一的な解決策に固執することなく、負荷、規格、環境に適した方法を選択できます。
👉 Haisstronicaはんだ付けワイヤコネクタを使用してきれいに仕上げます。信頼性の高いシールで推測作業は不要です。

インストール、品質チェック、実践的なヒント
適切な部品を購入することは戦いの半分であり、残りの半分は実行することです。はんだ付けワイヤコネクタを最大限に活用するための、現場で実証済みの簡潔なプロセスをご紹介します。
ステップバイステップのスプライス
-
ワイヤーを準備する
-
電源を切って確認します。
-
腐食した撚線を切り取ります。黒ずんだ銅よりきれいな銅のはんだのほうがはるかに優れています。
-
長さに合わせて剥ぎ取ります(上記参照)。糸の切れ込みに注意してください。
-
-
ドライフィット
-
まず片側のスリーブをスライドさせます(これを忘れないでください)。
-
両方の電線を、はんだリングの下で剥き出しの端が重なるように挿入します。ジャケットははんだではなく、接着リングの下に来るようにしてください。
-
-
まずはんだリングを加熱する
-
リデューサーノズル付きのヒートガン(約300~350℃)を使用します。
-
リングが潰れて光沢が出るまで、リングの周りを円を描くように動かし、その後、十分に濡れるまでさらに数秒間待ちます。
-
-
接着剤を外側に追い出す
-
両端から接着剤がはみ出ているのが確認できるまで、両側に熱を当てます。これで目視による密閉確認が完了します。
-
-
冷静で静か
-
接合部を10~20秒間固めます。接着剤が溶けている間は曲げないでください。
-
-
テスト
-
インラインでの軽い引っ張りテスト。
-
簡単に引っ張られたりねじれたりする場合は、はんだの重ね合わせが悪かったか、溶けきれていなかった可能性があります。はんだ付けを減らしてやり直してください。
-
品質に関する危険信号
-
鈍い/粒状のはんだ→ 冷間接合、再加熱またはやり直し。
-
空洞や気泡→ 加熱ムラがあるため、回転させながら再加熱してください。
-
接着ビーズなし→ 端部の加熱が不十分で、シール部分が防水になりません。
-
煙が出たり、焦げたりしたチューブ→ 過熱して整合性が損なわれているため、やり直してください。
彼らが輝く場所(そして輝かない場所)
最適な適合:クイック ピグテール修理、自動車アクセサリ(エンジンから離れた内部/外部)、トレーラー照明、ボートのキャビン/ビルジ (適切に密閉されている場合)、ソーラー コンバイナー ボックス (低振動)、センサー リード。
エンジンや排気口の近く、機械のフレキシブルループ内、あるいはOEMのドキュメントではんだ付け接続が厳しく禁止されている場所などでは、慎重に検討してください。このような場合は、はんだ付けではなく圧着ではなく、圧着後にシールする方式を推奨します。
よく目にする用語とその意味
-
はんだシールコネクタ / はんだシールワイヤコネクタ / 密封はんだコネクタ→ はんだリング + 接着剤付きスリーブ。
-
はんだワイヤ接続 / 突合せ接続はんだ / はんだ接続コネクタ→ 接続ジョイント自体。
-
はんだ付けして収縮するチューブ / はんだ付けして熱収縮する / はんだ付けしてシールする→ 一般的な説明。仕様を確認してください。
-
圧着はんだ付けコネクタ / 圧着およびはんだ付けコネクタ→ ハイブリッド デバイスまたはキット。手順をよく確認してください。
結論: 環境に合わせて選択し、AWG + ODでサイズを決め、意図を持って加熱する
はんだ付けワイヤコネクタは、スピード、清潔さ、そしてシーリング性能の優れた組み合わせを提供します。特に、別途圧着バレルや複数のスリーブを必要としない薄型接続が必要な場合に有効です。AWGとジャケット外径でサイズを決定し、汎用性を高めるために3:1シュリンクを推奨します。そして、はんだが崩壊して両端に接着剤ビードが現れるまで加熱します。振動や高温の環境、あるいは規格で定められている場合は、圧着後に接着剤を塗布したシュリンクをご使用ください。
経済的で組織的な方法で作業を開始したい場合、またはチームを補充したい場合は、4 つのカラー範囲すべてをカバーし、一般的なヒート ガンで一貫して取り付けられるキットを入手してください。
ユーザーフレンドリーなおすすめ
Haisstronicaのはんだ付けワイヤコネクタは、数秒で流動し、冷却し、固定する精密なホットメルト接着剤を使用しており、耐候性のあるシールを実現します。船舶グレードの設計により、ワイヤコネクタをスプライスの周りにはんだ付けすることで、過酷な環境でも長期間の導電性を確保します。熱収縮チューブは、ケーブル挿入部を摩耗や衝撃からしっかりと保護します。ポリオレフィンスリーブにはAWGマーキングが明確に印刷されており、サイズ選択が容易です。自動車、船舶、屋外の電気工事において、迅速かつ確実な結果をもたらす耐久性の高いはんだ付けワイヤコネクタをお選びください。
プロがサービスバッグに入れて持ち歩くキットを入手しましょう:
Haisstronica 340個入り 熱収縮はんだシールワイヤコネクタ (AWG 26~10) →