

はんだシールコネクタの温度帯域を知る
はんだシールコネクタの温度要件を理解することは、コネクタを適切に使用するために不可欠です。各コネクタは、異なる温度「帯域」または閾値で作動する複数の部品で構成されています。
-
低温はんだスリーブ:コネクタの中央には、比較的低温 (約138 °C / 280 °F ) で溶ける特殊なはんだのリングがあります。このはんだ合金 (多くの場合 Sn42/Bi58、42% スズおよび 58% ビスマス) は、約150~160 °C (300~320 °F)で完全に液体になります。この低融点により、はんだごてを必要とせず、シンプルなヒートガンまたはその他の熱源を使用してワイヤをはんだ付けすることができます。コネクタの中央で少なくともこの温度に達することが重要です。そうでない場合、はんだが流れず、ワイヤを接着しません。はんだリングが完全に溶けないと、ワイヤがスリーブのみで保持される弱い接合部になってしまいます (加熱が不十分な場合によく発生する障害)。逆に、融点を大幅に超えても、はんだ自体に直ちに害を及ぼすわけではありませんが、熱が高すぎると、チューブやワイヤの絶縁体が損傷する可能性があります。
-
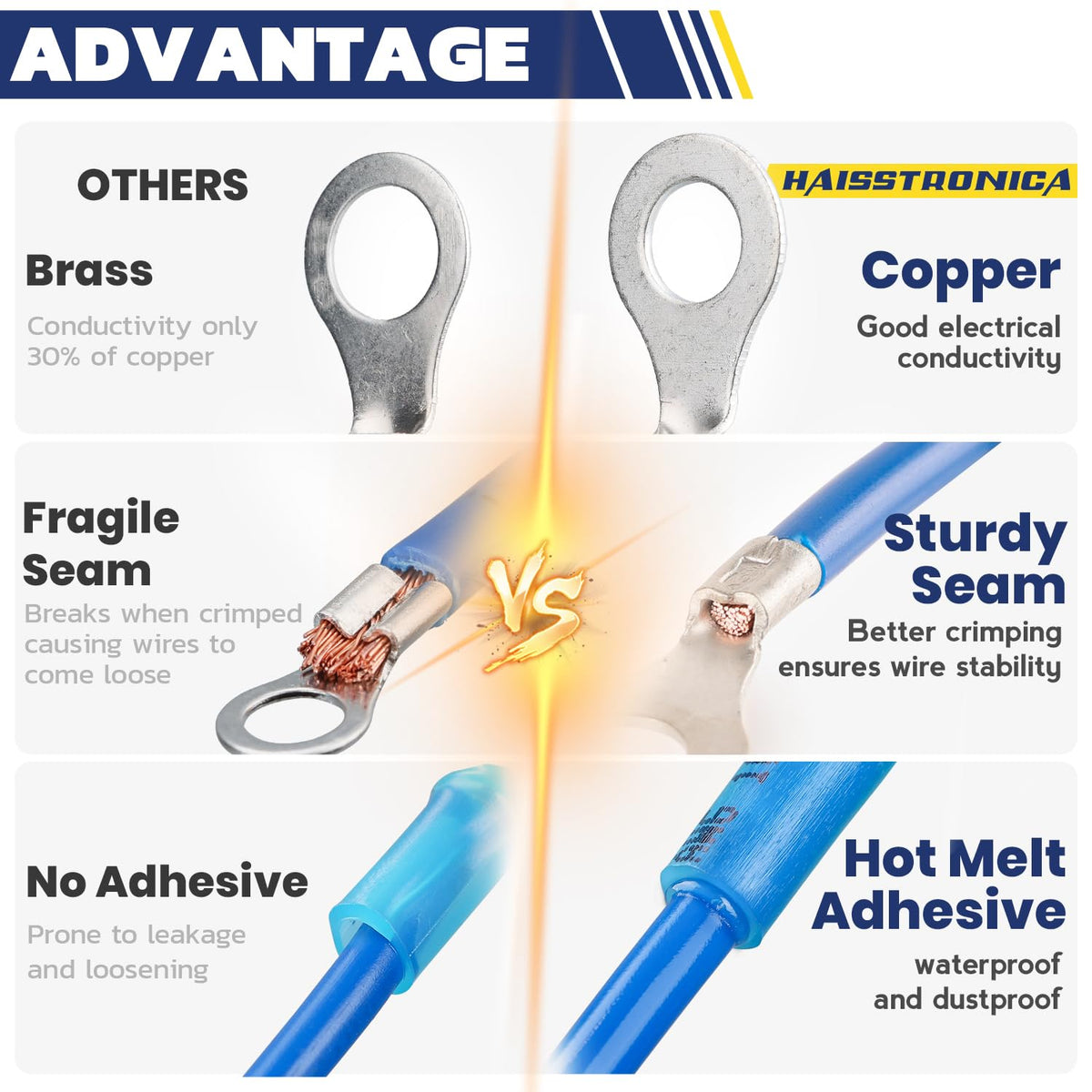
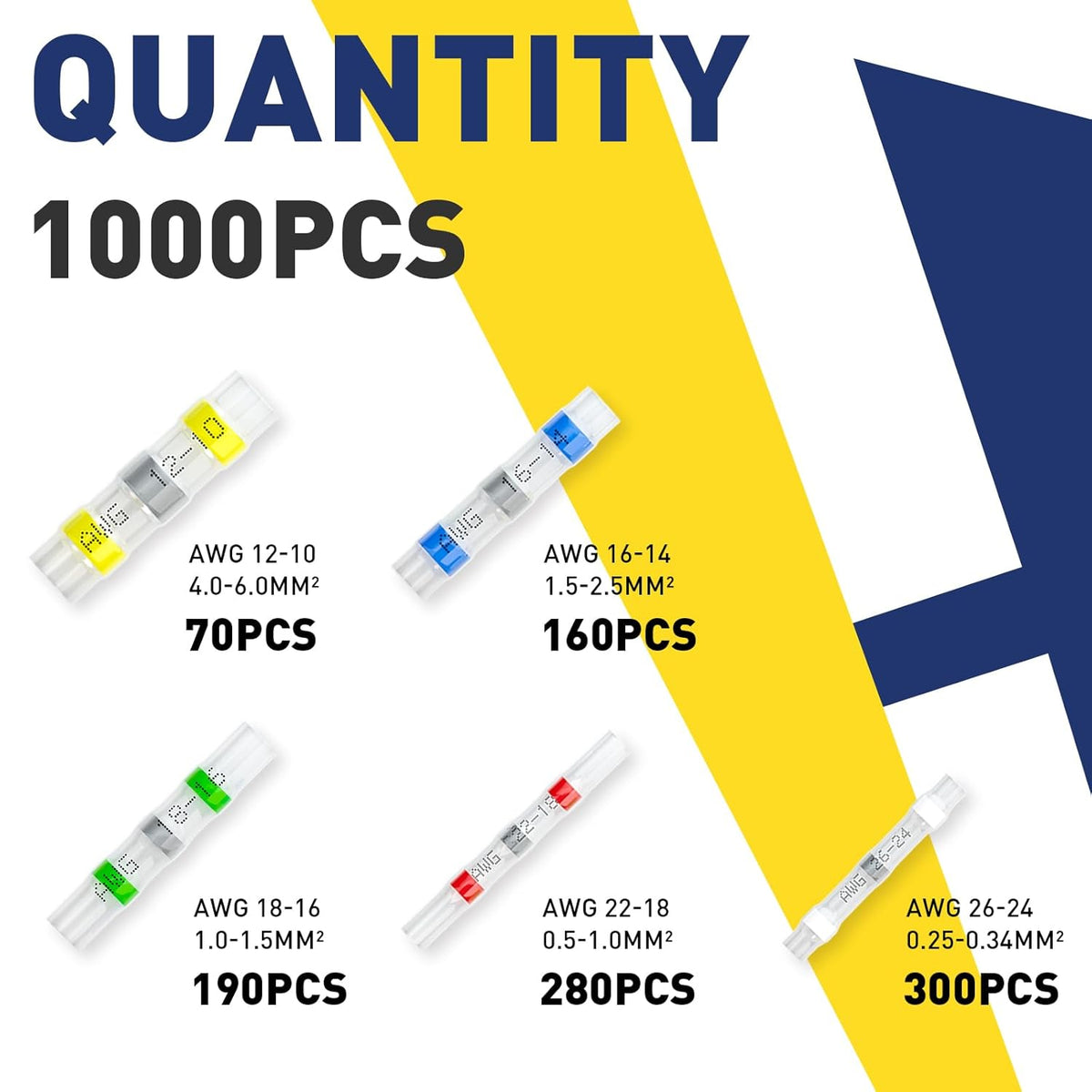
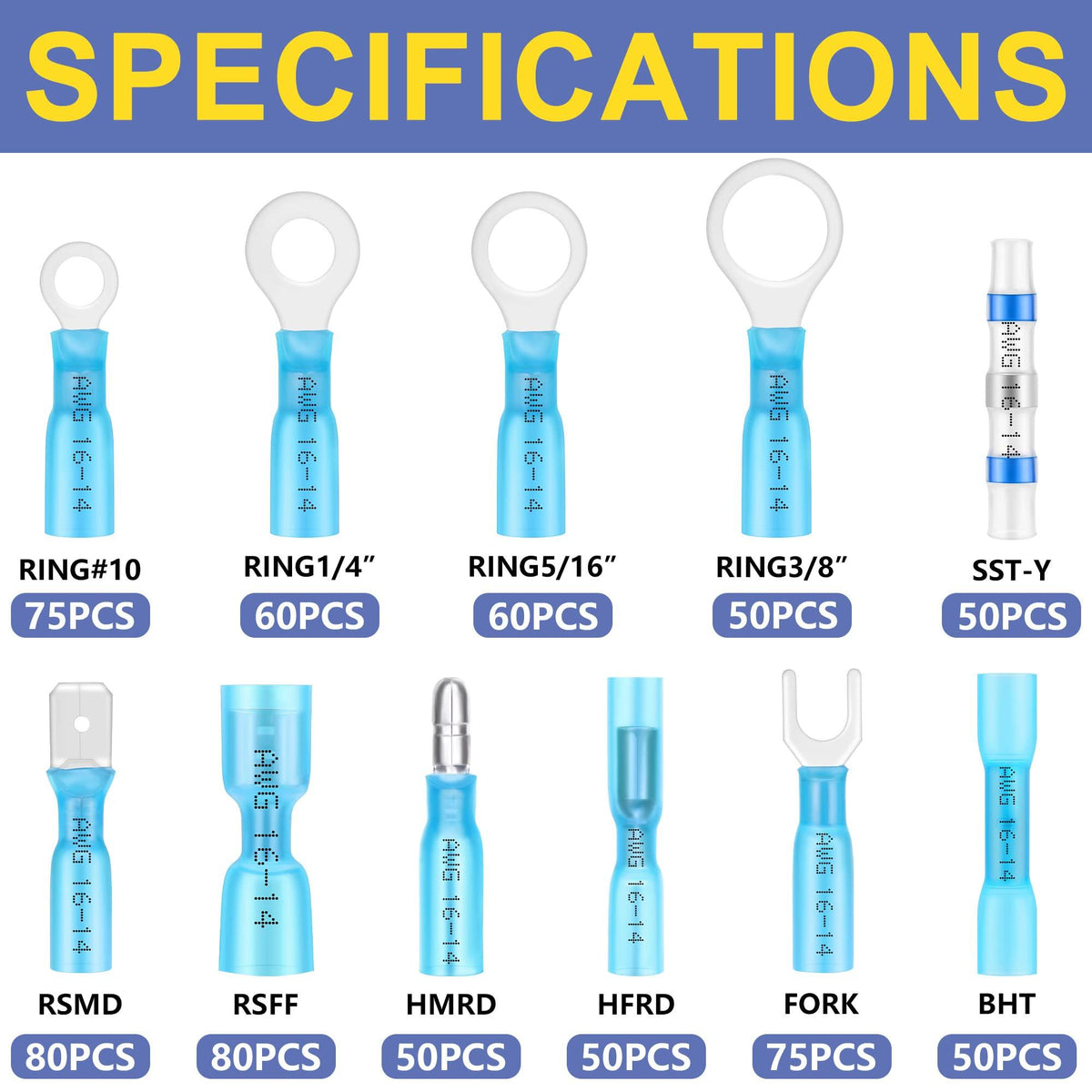
熱収縮チューブと接着剤:外側の熱収縮チューブは二重壁ポリオレフィン製です。約80 °C (176 °F)で収縮し始め、約 130~140 °C で完全に収縮します。スリーブの内側、両端には熱可塑性ホットメルト接着剤のリングがあります (多くの場合、色付きの帯として見えます)。これらの接着剤リングは通常、約120 °C 以上で溶けて流れ始め、チューブを電線絶縁体に接着することで、水の浸入を防いで接続部を密閉するのに役立ちます。はんだシール コネクタの色付きの帯には、実際には 2 つの目的があります。コネクタが設計されている電線ゲージ サイズ (例: 赤は 22~18 AWG、青は 16~14 AWG、白は 26~24 AWG、黄色は 12~10 AWG など) を示すことと、溶けると電線シーラントとして機能する熱活性化接着剤で作られていることです。つまり、熱収縮チューブは絶縁性と張力緩和機能を備え(収縮率は 2:1 が一般的)、端部の溶けた接着剤がワイヤの周囲に防水シールを形成します。
👉 Haisstronica はんだワイヤコネクタについてはここをクリックしてください - 強力な接続、きれいな仕上がり。

これらの異なる温度帯域があるため、コネクタを適切に使用するには、適切な場所に適切な量の熱を加える必要があります。はんだを溶かすのに十分な熱(約138℃以上)を加え、同時にチューブを収縮させ、接着剤を溶かす必要がありますが、チューブが焦げたり、電線の絶縁体が燃えたりするほどの熱を加える必要はありません。高品質のはんだシールコネクタは、この加熱プロセスに対応できるように設計されています。例えば、ほとんどのコネクタは耐熱性と難燃性を備えたチューブで作られており、必要な温度に短時間さらされても損傷することはありません。一般的なコネクタは、取り付け後の動作温度範囲が約-40℃から125℃までとなっています。 これは、ほとんどの自動車および船舶環境をカバーします。(より高融点のはんだを使用し、150~200℃の環境にも対応できるミルスペックの高温はんだスリーブも存在しますが、取り付けにははるかに高温の熱源が必要です。)DIY愛好家が使用する一般的なはんだ付け・熱収縮コネクタの場合、接続完了時の最高使用温度は約125℃(257℉)と想定してください。そのため、この温度を常に超えるエンジンや機器の部品には使用しないでください。ただし、通常の自動車配線、ボート配線、家庭や電子機器のプロジェクトなどでは、一般的な極端な温度範囲(氷点下から自動車のボンネット下の耐熱温度まで)で十分に機能します。
重要なポイント:これらの温度帯を知っておくと、どの程度の熱を使用すればよいかがわかります。チューブは約 80~130 °C の範囲で収縮し始め (電線の周りでチューブが目に見えて締まるのがわかります)、はんだリングは約 138~160 °C で溶けます (固体のリングから光沢のある液体に変わり、電線に染み込みます)。チューブが収縮する程度に加熱してもはんだが溶けない場合は、電気接続が不良になるかまったく接続されません。電線が内部で緩く接触しているだけかもしれません。一方、はんだが流れ出ると、保護密封スリーブ内に、基本的にはんだ付けされた電線接続ができます。プラスチックを焦がさない限り、適切に加熱されたコネクタは、低抵抗の強固な接続 (はんだが冶金的に電線を結合) と密封され絶縁された外部を生み出します。実際、正しく行えば、はんだ付けされた接続部は元の電線と同等の強度を持ち、腐食や振動に対しても高い耐性を持つことができます。覚えておいてください。はんだが溶ける温度に達するまで加熱しますが、それ以上加熱しすぎないようにしましょう。次のセクションでは、このバランスを実現するためのテクニックについて説明します。
👉 Haisstronica ワイヤコネクタはんだで密封し、導電性を長持ちさせます。

熱収縮はんだコネクタに有効な技術
はんだ付けシールコネクタの使い方は簡単ですが、実績のある手法に従うことで、常に信頼性の高いはんだ付け接続を実現できます。ここでは、はんだ付けシールコネクタに関する専門家やメーカーのベストプラクティスを組み合わせた、効果的な手順をご紹介します。
-
ワイヤーの準備と被覆剥き:まず、損傷したワイヤーの端を切り落とし、各端から約 1/4 ~ 1/2 インチ (6 ~ 12 mm) の絶縁体を剥がします。剥がす長さは、コネクタのはんだリングの幅とほぼ同じか、少し長めにしてください。ヒント:良質のワイヤーストリッパーを使用すると、銅線の傷や強度低下を防ぐことができます。露出した銅線がきれいであることを確認してください。ワイヤーが古い場合や腐食している場合は、軽く削るか、はんだの流れを良くするためにフラックスを少し塗る必要があります (ほとんどのはんだ付けコネクタには、はんだリングにロジン フラックスが付属していますが、重度の酸化には対応していません)。また、はんだごてのはんだでワイヤーをあらかじめ錫メッキしないでください。コネクターのはんだが 2 つの導体を融合できるように、ワイヤーをむき出しにする必要があります (これらは、手動ではんだ付けしないという意味で「はんだ付け不要コネクター」と呼ばれることが多いですが、はんだは含まれています)。
-
適切なコネクタを選択して配置する:電線ゲージに合った適切なサイズのはんだシール電線コネクタを選択します。これらのコネクタはサイズによって色分けされています (たとえば、22 AWG などの小さいゲージの場合は赤、中程度の 16〜14 AWG の場合は青、大きい 12〜10 AWG の場合は黄色など)。導体を接合する前に、コネクタを電線の 1 つに差し込みます。次に、被覆を剥がした電線の端を重ねます。撚り線を平行にして混ぜ合わせたり、少しねじったりすることができます。最良の結果を得るには、電線がしっかりと接触していることを確認します。次に、はんだリングがねじれた電線の露出部分の真上にあり、色付きの粘着バンドが電線の両側の絶縁部分の上にあるように、コネクタを中央に配置します。銅の撚り線がはみ出していないこと、電線がチューブ内できちんと揃っていることを再確認します。
-
熱を均等に加える (はんだに集中してからシールする):これらのはんだ付けコネクタでは、加熱技術が非常に重要です。目的は、はんだを溶かしながらチューブをほぼ同時に収縮させることです。均一で制御可能な熱源を提供するヒートガンが最適なツールです。ヒートガンに設定がある場合は、最初は 315 °C (600 °F) 程度の高温設定を使用します。ヒートガンをコネクタから少し (約 1 ~ 2 インチ) 離して持ち、ジョイントの周りを前後に動かしたり、ゆっくりと円を描くように動かします。ヒートガンを 1 か所で動かさないでください。また、焦げ付きを防ぐため、ノズルがチューブに触れないようにしてください。一般的な方法は、はんだは通常最も高い温度を必要とするため、コネクタの中央 (はんだリングがある場所) から加熱することから始めることです。このとき、ワイヤまたは熱源を回転させてコネクタのすべての側面が熱を受けるようにします。これにより、はんだが均等に加熱され、周囲に流れます。透明なチューブが収縮して締まり始めるのがわかります。すると、端の色付き粘着バンドが溶け始め、わずかに泡立ち、密閉されます。数秒以内に、はんだリングは溶けて光沢に変わります。実際に液状化して電線に吸い込まれるのが見えます(この状態になるまで、熱を主にはんだ付け部分に集中させておくと効果的です)。はんだが流れているのを確認したら、ヒートガンをコネクタの端に向かって数秒間動かし、チューブが完全に収縮し、接着剤が電線の絶縁体に溶け込んでいることを確認します。接続部に注意してください。完全に溶けたはんだリングは通常、わずかに潰れます(もはや固体のリングではなく、電線の周りを埋めるようになります)。また、端から溶けた接着剤が少し滲み出ることがあります。これは、はんだ付けと密閉が成功した兆候です。チューブが収縮した後も、はんだがまだ溶けていないバンドのように見える場合は、さらに熱を加える必要があります(中央に戻って熱を加えます)。熱を加えるのが早すぎると、電線が内部で実際にはんだ付けされていない可能性があります。
-
冷却と検査:はんだが完全に溶けてチューブが完全に収縮したら、熱源を外します。冷却中は接合部を動かさないでください。1分ほど放置して冷まし、はんだが固まるまで待ちます。これは重要です。はんだがまだ溶けている間に電線を動かしたり引っ張ったりすると、弱い「コールド ソルダー」接合部が生じる可能性があります。この接合部は、見た目は問題なくても故障したり、抵抗が高くなったりする可能性があります。冷却したら、透明スリーブを通して作業を検査します。電線に染み込んだ光沢のあるはんだのフィレットが見え、チューブは焦げた跡がなくしっかりと収縮しているはずです。接着リングは目に見えて溶けて電線の絶縁体に融合しているはずです (多くの場合、端に接着剤のわずかなビードが見え、防水シールになっていることがわかります)。接続した電線を軽く引っ張って、機械的強度を確認します。適切にはんだ付けされた電線コネクタはしっかりと固定され、通常ははんだ付けされたスプライスが破損する前に電線が他の場所で破損します。完成した接続は強力で導電性があり、環境から保護されます。
👉 防水信頼性を確保するには、 はんだ付けされた Haisstronica バットコネクタを選択してください。

この手法に従うことで、はんだが電線を完全に濡らし(真の冶金結合を形成)、熱収縮チューブと接着剤が接合部を密閉する役割を果たします。加熱不足(実際にははんだ接合がなく、圧着したように見える接続部になる)や過熱(チューブの焦げ付き)といった、よくある落とし穴を回避できます。実際、安価なはんだシールコネクタに関するよくある不満の一つは、「はんだが溶ける前に収縮チューブが過熱しやすい」というものです。上記の方法(最初にはんだに熱を集中させ、熱を継続的に移動させる)を用いることで、この問題を回避できます。また、高品質のコネクタを使用することも効果的です(高品質のコネクタは、必要な熱に耐え、割れないチューブ素材を使用しています)。はんだが溶けていないのにチューブが既に完全に収縮している場合は、熱源の温度が十分ではないか、熱源から遠すぎることが考えられます。その場合は、温度を上げるか、ヒートガンを少し近づけて、はんだリングが溶けるまで熱を集中させてください。均一に加熱することが重要であることを忘れないでください。専門家の中には、まさにこの理由から、コネクタの周囲に熱を巻き付ける反射板付きのヒートガンを使用する人もいますが、DIY ユーザーの場合は、ワイヤーを手動で回転させることにより、同様の結果が得られます。
最後に、ヒートガンは理想的なツールですが (次で説明します)、緊急の場合は注意して他の熱源を使用することもできます。たとえば、ブタン マイクロトーチやライターでも小型コネクタに使用できますが、炎を動かし続け、スリーブに実際に触れないようにする必要があります (炎の内側の青い部分ではなく端を使用し、コネクタの下を継続的に掃きます)。これによりコネクタが焼けるリスクが高くなるため、他に選択肢がない場合にのみ実行してください。また、可燃性環境の近くで裸火を使用しないでください。標準的なヘア ドライヤーは、はんだを溶かすのに十分な温度に達しないため、はんだシール コネクタには使用できません(一般的なヘア ドライヤーの最高温度は 60~70 °C で、チューブがわずかに収縮する可能性がありますが、はんだリングはまったく溶けません)。ヒートガンがなく、ライターを使用する必要がある場合は、柔らかい炎のタイプを使用し、十分に注意してください。いずれの場合も、手順は同じです。はんだが溶けて接着剤が密着するまで均一に加熱し、その後加熱を止めて冷まします。この方法に従えば、熱収縮はんだ付けコネクタを使えば、効果的かつ美しく、しっかりと密着した接続を実現できます。
👉 プロ級の結果を得るには、 Haisstronica はんだ付けワイヤコネクタにアップグレードします。

コネクタのはんだ付けに使用するツールとキットの推奨事項
はんだ付けシールコネクタの大きな利点の一つは、はんだ付けに必要な設備や圧着工具が不要であることです。適切な工具があれば、作業がはるかに簡単になり、良好な結果が得られます。これらのはんだ付けシールコネクタを使用する際に推奨される工具とキットをご紹介します。
-
ヒートガン (主なツール):はんだシール コネクタを取り付ける場合は、高品質のヒートガンが推奨されるツールです。少なくとも 2 つの設定 (高/低) または可変温度制御があり、約 1000 ワット以上の電力 (必要な熱を出力できることが保証される) がある電気ヒートガンを探してください。多くの基本的なヒートガンは、約 600 °F (315 °C) の高温設定があり、これは通常、低温はんだを素早く溶かすのに十分です。実際、専門家は、低温で長時間加熱するよりも、約 600~700 °F の高温設定を使用して、はんだを数秒で流し込むことを推奨しています。低温で長時間加熱すると、はんだが溶ける前にチューブが過熱したり裂けたりする可能性があるため、高温を短時間使用する方がよい傾向があります。ヒートガンが調整可能な場合は、約 800 °F (427 °C) までの範囲で柔軟に対応できます。実際には、ほとんどのユーザーは600~800 °F で十分だと感じています。 (例えば、Popular Mechanics のレビューでは、これらのコネクタには750~1000°F(約330~480℃)に達する1200Wのヒートガンが最適だと述べられています。)ヒント:可能であれば、ヒートガンにリフレクターノズルまたはディフューザーを取り付けてください。一部のヒートガンには、熱風をワイヤーの周りに曲げるスプーン型のリフレクターアタッチメントが付属しており、これによりコネクタをより均一かつ迅速に加熱できます。必須ではありませんが、便利です。チューブを焦がさないように、ヒートガンは常に動かし、近づきすぎないように注意してください。適切なヒートガンを使用すれば、これらのはんだ付け熱収縮コネクタは数秒で取り付けられ、きれいにはんだ付けされた接続が得られます。
-
代替熱源:ヒートガンがない場合は、小型のブタントーチ(マイクロトーチ)を使用できます。熱収縮チューブ用に設計された、炎の強度が低い、または炎の先端が広いポケットトーチがあり、これらははんだシールコネクタにも使用できます。トーチは低出力に設定し、数インチ離して常に動かしてください。DIY愛好家の中には、はんだごての先端を使う人もいます。緊急時には、はんだリングに熱いはんだごてを触れさせて溶かし、はんだごての先端から熱を放射してチューブを収縮させることで、リングを加熱することができます。これは少し扱いにくく、製品の本来の用途ではありませんが、ベンチセットアップには有効です。重要:やむを得ない場合を除き、ライターなどの炎を使用しないでください。裸火は非常に高温になり、空気の流れがないため、コネクタが簡単に焦げる可能性があります。ライターを使用する必要がある場合は、炎を最大に設定し、ワイヤーに直接炎が触れないように保護してください。裸火を使用するときは、必ず換気を良くし、安全対策(周囲に可燃物を置かない、目の保護具を着用する)を講じてください。
-
ワイヤーストリッパー/カッター:信頼性の高いワイヤーストリッパーは、あらゆる配線作業に不可欠です。はんだシールコネクタ(はんだスプライスコネクタとも呼ばれます)を使用する場合は、銅線を切断することなく、絶縁体をきれいに剥がす必要があります。精密ゲージノッチや自動ストリッピング機能を備えたツールを使用すると、作業が迅速化され、誤って電線を短くしたり、ほつれた線を残したりするのを防ぐことができます。また、作業を始める前に、ワイヤーカッターやニッパーを用意して、損傷した端を切り落としておきましょう。電線を適切に準備することで、はんだ付け接続が良好になります。
-
保持ツール(オプション):必須ではありませんが、加熱中にワイヤーをしっかりと固定できるものがあれば便利です。コネクタとワイヤーは熱くなるため、素手で持つのは避けてください。耐熱ペンチ、クランプ、あるいはその他の工具を使って、加熱中にワイヤーを固定することができます。これは、特に細いワイヤーや扱いにくい場所での使用に便利です。また、熱による火傷を防ぎながら手でワイヤーを支える必要がある場合は、耐熱手袋を使用することもできます。加熱と冷却中にワイヤーが動かないようにすることで、接合部の損傷を防ぐことができます。
-
高品質コネクタキット:はんだシールワイヤコネクタはすべて同じではありません。すでに述べたように、高品質のコネクタキットを使用すると大きな違いが生まれます。評判の良いブランドは、焦げたり裂けたりしにくいチューブや、しっかりとした接続を確保するために適切な量のはんだとフラックスが組み込まれたはんだリングなど、より良い材料を使用しています。このガイドの背後にあるブランドであるHaisstronica は、プレミアムはんだシールコネクタ(船舶用二重壁チューブ、十分なロジンフラックスを含む錫メッキ銅はんだリングなど)の製造で知られています。多くの DIY 愛好家は、このような高品質のコネクタを使用すると、はんだがしっかりと保持され、接続が真に防水される強力な接合が得られると報告しています。対照的に、一部の非ブランドの安価なコネクタには、はんだが少なすぎたり、フラックスの質が悪かったりすることが判明しており、その結果、ワイヤが接続部から簡単に抜けてしまうような弱い接続になります。実際、 Practical Sailor誌による独自のテストでは、安価な無名製品のはんだ付けコネクタは「標準要件をはるかに下回る強度で引き離され」、はんだの濡れが悪いために熱収縮チューブのみがワイヤを保持している場合が多いことが示されました。一方、同じテストで 3M の高品質コネクタはワイヤ自体の強度を超え、従来の圧着やはんだ付けと同じくらい強い接合部を作りました。重要なのは、信頼できるブランドの優れたキットに投資することです。たとえば、 Haisstronica 180 個の熱収縮はんだシールワイヤコネクタキット (AWG 26~10)は DIY 愛好家に最適なスターターキットで、便利なケースにさまざまなワイヤゲージのサイズが揃っています (このキットで極細の 26 AWG ワイヤから太い 10 AWG ワイヤまですべてカバーできます) (こちらから入手可能) 。一般的な色分けされたコネクタ (白、赤、青、黄) が含まれているため、常に適切なサイズを用意できます。このような包括的なワイヤ コネクタはんだ付けキットを使用することで、はんだシール コネクタが問題なく機能するという確信を持って、自動車の配線修理、ボートの配線、家庭の電気系統の修理に取り組むことができます。
-
その他:配線が多い場合は、追加の熱収縮チューブ(船舶の設置などで接続部を二重に覆って保護したい場合など)や、バックアップとして圧着工具と通常のコネクタも用意しておくとよいでしょう。市販されているコネクタの中には、圧着とはんだ付けが組み合わされているものもあります。たとえば、はんだリングと熱収縮チューブも備えた圧着可能なバットコネクタなどです。これらは「ベルトとサスペンダー」方式(機械的な圧着とはんだ付けとシール)を提供することを目的としています。ただし、最初に圧着を行う必要があります。このガイドのように純粋なはんだシールコネクタを使用する場合は、圧着工具はまったく必要ありません。ハイブリッドスタイルのコネクタを使用する場合は、この点に留意してください。
まとめると、はんだシール コネクタを取り付けるために必要なツールは、優れた熱源 (理想的には少なくとも 600 °F まで加熱できる調整可能なヒート ガン) だけです。その他のツール (ワイヤー カッターやストリッパーなど) は、配線プロジェクトを行っている場合は既にお持ちのはずです。コネクタ自体については、有名ブランドの高品質なキットを使用してください。数ドル節約するために、非常に安価な「はんだシール」コネクタを購入するのは、肝心なときに機能しない可能性があるため、誤った節約です。あるテスターが結論付けているように、信頼性の高い接続が必要な場合は、 「どのような状況でもノーブランドのはんだシール コネクタを購入しないでください」 。代わりに、レビューと仕様が優れている検証済みの製品 (3M、Haisstronica、Wirefy など) を使用してください。これらの密閉コネクタは、ここで説明した適切なツールとテクニックを組み合わせれば、自動車や船舶の配線などの要求の厳しい用途でも優れた結果を提供できます。
ユーザーフレンドリーなおすすめ
過酷な環境向けに設計された当社のはんだ付け熱収縮スリーブは、塩分、埃、飛沫を遮断する堅牢なケーブル入口シールを形成します。その結果、摩耗や衝撃に強い密閉型はんだ付けコネクタが実現します。余分な手間をかけずに、あらゆる接続部にワイヤーシーラーレベルの保護性能を追加できます。
👉 信頼できるパフォーマンス、シンプルなヒートシールを備えたHaisstronica はんだ付けコネクタをお買い求めください。

結論:はんだ付けシールコネクタを使用すると、配線作業が大幅に簡素化されます。はんだごてや圧着工具を必要とせず、強力なはんだ付け接続と防水シールが一体化して実現します。これまで説明してきたように、成功の鍵は、温度要件を把握すること(はんだを溶かす際に熱を惜しまない)、はんだの完全な流れと適切な収縮を確保するための適切な技術に従うこと、そして適切な工具(主に高性能なヒートガン)と高品質のコネクタを準備することです。適切に作業すれば、はんだ付けシールコネクタは、剥がれにくく、腐食が少なく、湿気の侵入も防ぎ、きちんとしたプロ仕様の接合を実現します。DIY愛好家もプロも、このコネクタの利便性を高く評価しています。特に、振動や水への曝露が問題となる自動車や船舶の修理には、はんだが電気的に強固な接合部を形成し、熱収縮チューブが機械的強度と密閉性を高めるため、非常に便利です。ただし、使用上の制限事項に留意してください。定格温度を超える場所での使用は避け、取り付け後は必ず接合部を素早く点検し、引っ張って強度試験を行ってください。ここで紹介する情報とヒントがあれば、はんだ付けシール式ワイヤーコネクタを正しく使用できるようになります。ヒートガンを手に取り、コネクタをはめ込むだけで、はんだと熱収縮チューブが魔法のように働きます。わずか数秒で安全で長持ちする接続が実現し、配線作業がこれまで以上に簡単かつ確実になります。
参考文献: