Why Copper and Aluminum Wires Behave Differently — splice wires
Copper and aluminum differ first in electrical behavior: aluminum generally needs a larger diameter to achieve the same conductance as copper, which changes the physical feel of the conductor you’re stripping and the amount of insulation you must remove. A National Bureau of Standards report (prepared under CPSC contract) notes that aluminum wires have a greater diameter for the same conductance than copper wires—meaning the same “job requirement” can translate into a thicker, stiffer wire when aluminum is involved. That physical reality matters for stripping because thicker insulation and larger conductors increase tool load and raise slip risk if your jaws don’t clamp consistently.
They also differ in how they behave at joints and terminations, which drives stricter expectations for preparation. The same NBS/CPSC-associated hazard assessment highlights that aluminum wiring performance is influenced by wiring device specifications (including AL‑CU and CO/ALR), oxidation inhibitor use, corrosion, and evidence of creep—factors that don’t “go away” just because the wire is insulated. Thermal cycling makes this even more important: Leonardo ENERGY lists copper’s thermal expansion coefficient as 17×10⁻⁶/°C and aluminum’s as 23×10⁻⁶/°C (about 35% higher for aluminum), which can increase mechanical forces at joints during expansion/contraction.

Why Grip Stability Matters More Than People Think — splice wires
Grip stability is not “nice to have”—it controls quality. If your tool slips during wire striping, you get inconsistent strip length, torn insulation, and strand disturbance, all of which slow down the next steps: insertion into terminals, crimp alignment, and inspection. Connector manufacturers explicitly warn against conductor damage during stripping; TE’s application specification states: do not nick, scrape, or cut the wire conductors, and insulation filaments remaining after stripping should be avoided and must never extend among bare conductors. If you want the best wire stripping pliers behavior on mixed materials, you must verify that the jaws hold position instead of sliding.
Grip stability has a direct safety and reliability connection in aluminum systems because small preparation mistakes can contribute to higher resistance at connections over time. CPSC explains that aluminum wire connection deterioration processes can increase resistance to current flow and lead to overheating at hazardous levels. That’s why “no-slip” is more than aesthetics: a stable strip wire motion reduces the chance you’ll score strands, gouge the conductor, or leave insulation filaments—mistakes that complicate crimping and splicing later.

What “No-Slip Grip” Really Means in Wire Stripping — splice wires
In practical terms, “no-slip grip” means three measurable outcomes: consistent strip length, minimal conductor disturbance, and predictable insulation slug removal. Many professionals skip the “slug removal” point, but it matters because a tool clogged with insulation will behave differently on the next cycle. TE’s wire stripper instructions for one of its strippers explicitly direct users to remove stripped wire and check that the insulation slug has been ejected from the jaws—reinforcing that repeat performance depends on keeping the mechanism clear. If your jaws don’t return to the same open geometry and clean state, you will chase inconsistency with extra force.
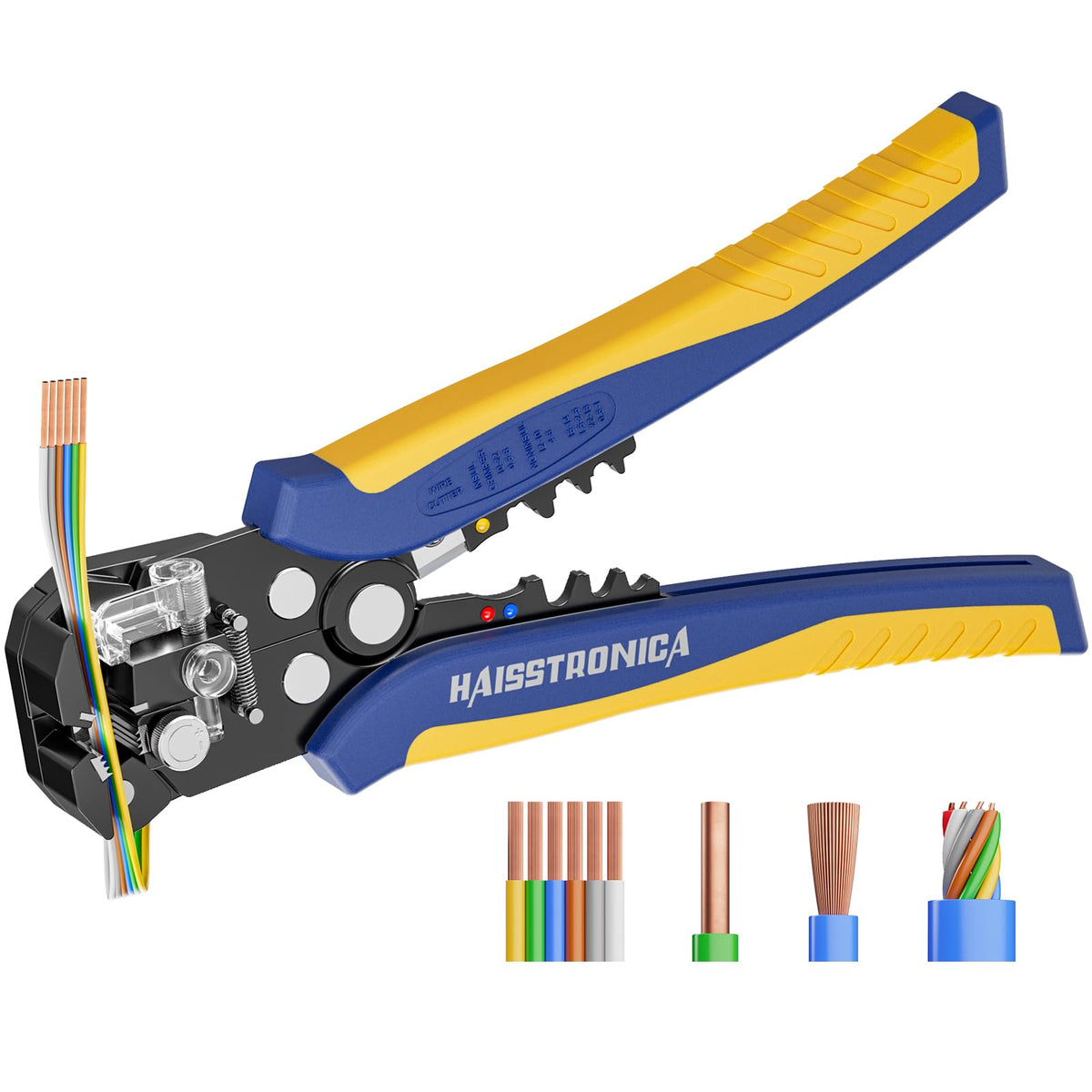
“No-slip” also implies controlled force. Ergonomics guidance from NIOSH/Cal‑OSHA emphasizes selecting hand tools that can be used effectively with less force, less repeated movement, and less awkward positioning—because the more force you apply, the more likely you are to misalign and slip. Haisstronica’s self-adjusting stripper instructions explicitly highlight pressure control: adjust the knob to control pressure and prevent wire damage, then use the guide ruler bar and squeeze to complete stripping.

How the No-Slip Grip Verification Was Tested — splice wires
A credible “no-slip grip verification” is a repeatable bench protocol—not a one-time demo. Start with matched materials: choose copper and aluminum insulated conductors in the same wire gauge where possible (for example, 12 AWG copper and 12 AWG aluminum), then add a mixed pack across the common range your stripper model claims to support. Control your cut first, because TE warns that diagonal cutters can distort conductors, increase strip force, and cause strand splay—errors that can look like “stripper slippage” but are really cutting issues.
Then measure slippage directly. Mark a thin reference line on the insulation at the jaw contact point before you strip; after stripping, compare the line position to see whether the tool walked. Track three numbers per material: average slip distance, rework rate (cut back and redo), and defect rate (nicked conductor, damaged insulation, or insulation filaments). Use workmanship-style acceptance criteria: NASA-STD-8739.4A prohibits damaged remaining insulation and prohibits conductor nicks to exposed base metal. Run the same cycles with identical strip length settings using the guide ruler bar so you’re comparing grip stability, not “operator eyeballing.”
A safety note belongs in any copper-to-aluminum discussion: failing aluminum-wired connections often do not show obvious warning signs, and CPSC specifically advises hiring a qualified electrician and warns “DO NOT TRY TO DO IT YOURSELF” when dealing with aluminum wiring trouble signs. If your work includes aluminum branch-circuit wiring, treat splicing and device selection as code- and specification-driven work (AL‑CU/CO‑ALR rated devices, oxidation inhibitor practices where required), not a casual DIY task.

Copper Performance: Clean Grip and Smooth Stripping — splice wires
Copper tends to be more forgiving in stripping because connections are generally less sensitive to thermal expansion forces than aluminum connections; Leonardo ENERGY notes copper’s lower coefficient of thermal expansion compared with aluminum and explains why higher expansion in aluminum can increase mechanical forces at joints during thermal cycling. In “no-slip” terms, copper passes your verification when you see repeatable strip length, minimal strand disturbance, and consistent ejection of the insulation slug without needing to increase squeeze force. TE’s stripping guidance emphasizes precision die-type blades designed for clean, nick-free strips and warns against methods that increase nick risk—reinforcing that “clean copper stripping” is a controlled process, not a brute-force pull.
Copper performance should also be judged by downstream readiness: if the stripped end inserts smoothly into terminals and stays consistent under crimping, your grip is stable enough for real work. TE’s crimping guide emphasizes correct wire preparation and strip length because reliable crimps depend on it. (If you don’t have this source available, keep the claim general—however, we do have TE’s crimping guide available.)
But the bigger reason to focus on copper performance first is to establish a baseline: if you can’t get stable, repeatable wire strips on copper, you won’t get them on aluminum. Once copper is stable, move to aluminum and look for increased slip or strand marking—then adjust pressure and technique accordingly. Haisstronica’s pressure-control instruction exists for this exact reason: control pressure to prevent wire damage while maintaining a stable stripping cycle.

Conclusion
Copper-to-aluminum work should never be reduced to “just strip and go.” Copper and aluminum differ in diameter needs (aluminum can require larger diameter for the same conductance), thermal expansion behavior, and connection reliability pressures tied to creep, corrosion, and oxidation management. Those differences make grip stability more important than most people realize: slippage drives inconsistent strip length and increases the chance of conductor nicks or insulation damage—defects explicitly prohibited in workmanship standards and warned against by connector manufacturers. A no-slip grip verification test—marking slip, tracking defects, controlling cut quality—turns “feels good” into measurable confidence before you splice wires in real installations.