One Tool, All Wires: AWG 10-24 Real-World Test — wire gauge
The promise is simple: one stripper model, one workflow, many sizes. The reality is harder: across wire gauge 10–24, the tool must handle thin conductors that damage easily and thick conductors that require higher force. It also has to produce consistent strip lengths so you can go directly into connectors and crimps without rework. That’s why “real-world test” is the right framing: one tool across different work types—garage repairs, panel wiring, vehicle mods, and jobsite terminations.
Haisstronica markets a self-adjusting wire stripper that claims coverage for AWG 24–10 and positions it as a 3‑in‑1 tool for stripping, cutting, and crimping. But to evaluate that claim correctly, you need a test that measures both speed and quality. Workmanship requirements show what “quality” means: NASA-STD-8739.4A requires that remaining insulation after stripping must not show damage (nicks/cuts/crushing/charring), and the conductor must not be nicked or scraped to exposed base metal. A tool that strips fast but causes damage is not “all wires”—it’s “fast scrap.”

Why “Works on 10–24 AWG” Is Easy to Claim but Hard to Prove — wire gauge
The phrase “10–24 AWG” hides several real-world variables that affect stripping success:
A wide gauge range is not a wide insulation range. Two 18 AWG wires can strip differently if insulation hardness differs or if one is fine-stranded and the other is solid. That changes required force and blade behavior.
Cut quality upstream affects stripping. TE’s wire-preparation guidance explains that diagonal cutters can distort conductors and flatten strand ends, increasing strip force and causing strand splay during stripping. If your test starts with distorted ends, you’ll blame the stripper when the real issue is the cutting tool.
Verification standards are strict. TE cautions operators not to nick, scrape, or cut conductors during stripping, and warns against insulation filaments remaining after stripping, especially filaments extending among bare conductors. If a tool “works” but leaves filaments or nicks, it fails a workmanship-based real-world test.
Ergonomics changes outcomes across a long run. When hands fatigue, grip force changes and alignment drifts. NIOSH guidance for hand tools recommends choosing tools that can be used effectively with less force, less repeated movement, and less awkward positioning. A tool that is acceptable for 10 strips may fall apart at 200 strips if it demands high force.
So a real-world test must control these variables—or at least record them—so your conclusion about “works across wire gauge” is meaningful.

How the Real-World Test Was Set Up — wire gauge
A strong test protocol needs two things: repeatability and realism. Here is a test structure you can run in a garage, a small shop, or a jobsite bench.
Test materials:
Select five common wire gauge sizes: 24, 20, 18, 14, and 10 AWG. If possible, include both stranded and solid for at least one size (for example, 18 AWG). Use the same insulation family where possible to avoid stacking the deck, but include one “tough” insulation if that reflects your work.
Cutting control:
Cut all samples using a consistent electrical wire cutter tool technique. TE’s guidance warns that certain cutters distort conductors and increase strip force and strand splay, so keep your cutting method consistent to avoid contaminating the stripping result.
Strip-length standard:
Define a target strip length (for example, a common termination length used with your connectors or terminals). Strip length must be repeatable because crimping reliability depends on proper preparation; TE’s crimping guide emphasizes proper wire prep and strip length as part of achieving reliable crimps.
Tool setup:
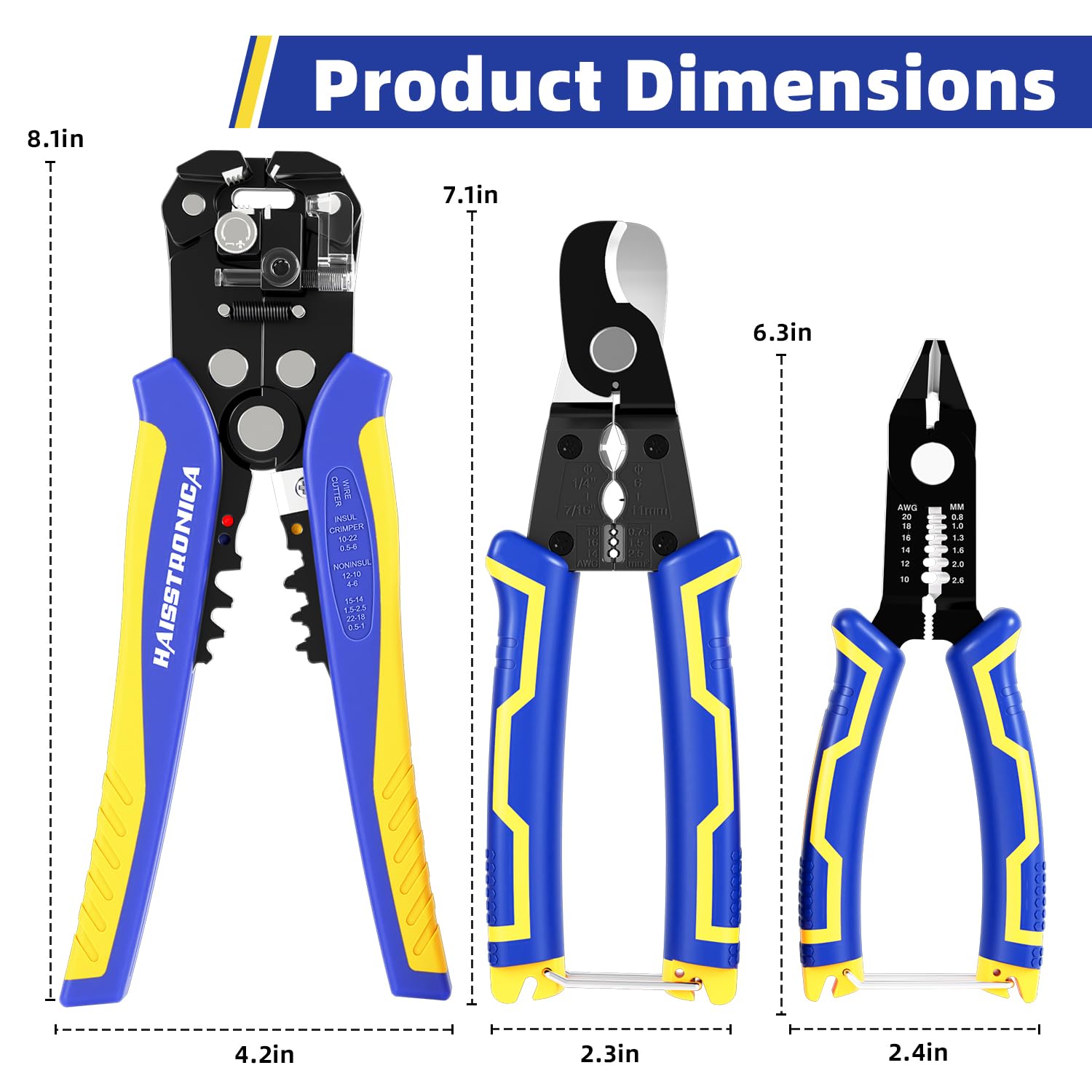
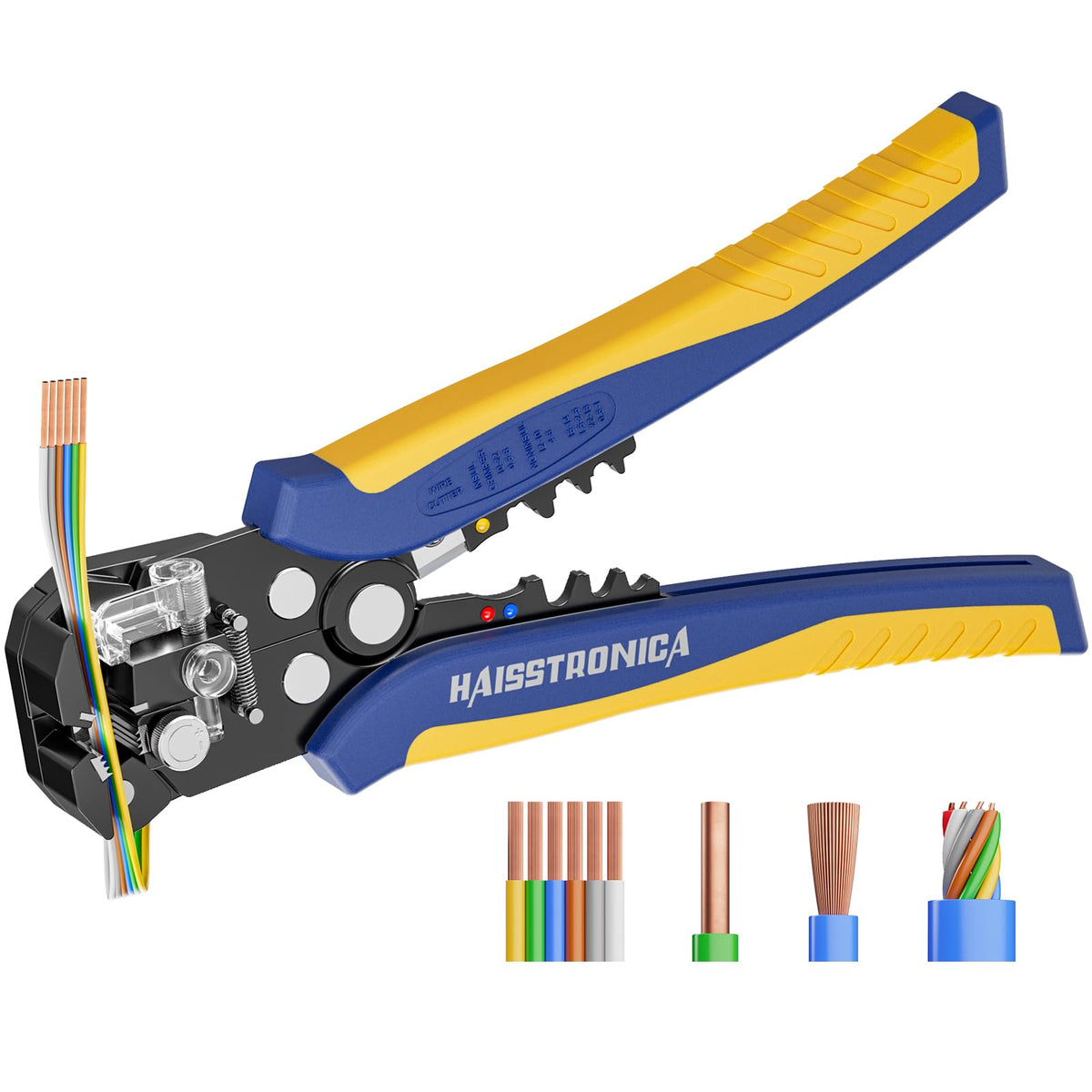
If using a self-adjusting stripper model like Haisstronica’s, set pressure and length once, then run the batch. Haisstronica’s operating document calls out adjusting a knob to control pressure (to prevent wire damage) and using a guide ruler bar for stripping length before inserting the wire and squeezing to complete stripping.
Pass/fail criteria:
Use workmanship rules as your acceptance standard: no damaged remaining insulation; no conductor nicks to exposed base metal; consistent length; minimal strand disturbance. NASA-STD-8739.4A provides clear criteria for insulation and conductor integrity.
Measurement:
Record cycle time per wire (seconds), rework count, and reject count. A reject is any end that must be cut back and re-stripped because it fails your quality criteria.
This protocol produces a realistic picture: how well the tool performs under changing wire gauge, not just in a single-size demo.

Thin Wire Performance: How It Handles 24–20 AWG — wire gauge
The thin end of the range (24–20 AWG) is where “works on paper” often fails. Thin conductors are easy to nick and easy to deform. Small errors in blade depth can remove strand cross-section or introduce a breaking point. That’s why workmanship is strict: NASA prohibits conductor nicks to exposed base metal and prohibits damage to remaining insulation after stripping. A real-world thin-wire test should focus less on raw speed and more on “first-pass acceptable ends.”
Key indicators of success on 24–20 AWG include:
Consistent strip length without tearing insulation. Haisstronica’s guide ruler bar is designed to help standardize stripping length across cycles.
Minimal strand disturbance. NASA’s standard notes strand lay should be restored as nearly as possible if disturbed, reinforcing that strand control matters.
No “insulation filaments” left among conductors. TE warns against leaving insulation filaments extending among bare conductors.
Self-adjusting tools can help here by reducing notch selection errors, but thin wire also benefits from correct pressure. Haisstronica’s pressure adjustment knob is intended to help prevent wire damage by controlling stripping force. If your 24–20 AWG ends show any nicks or strand damage, the test result should be “needs tuning,” not “works.”

Mid-Range Wire Performance: Where Most Real Jobs Happen — wire gauge
Most everyday electrical tasks live in the mid-range: 18, 16, 14 AWG, and nearby. This is where installers want speed, but still need quality because these wires often feed outlets, lighting, controls, and device wiring. Mid-range wire is forgiving enough that most tools can strip it, but it’s also where mixed-gauge workflows happen: you might strip 18 AWG control leads and 14 AWG power leads in the same project. That’s where a single-tool claim lives or dies—on the number of interruptions required.
Mid-range success criteria for the real-world test should include:
Speed consistency across gauge changes. A tool that “works” but requires frequent reconfiguration is not truly productive. Haisstronica positions its self-adjusting stripper as reducing the hassle of changing settings and adapting itself to wire gauge, which is exactly the advantage you want in mid-range mixed work.
Downstream readiness for crimping. TE’s crimping guidance stresses that proper preparation and strip length are crucial for reliable crimps. A mid-range strip should be terminal-ready without “fixing strands” by hand.
Workflow integration: mid-range work often includes splicing and connectors. Lever connectors such as WAGO 221 are designed for quick connections once the conductor is stripped correctly, reinforcing that consistent preparation accelerates the entire workflow.
Also consider how cutting affects mid-range results over time. TE warns that conductor distortion from cutting increases strip force and strand splay, which adds fatigue and inconsistency over long runs. A mid-range test should use consistent cut quality so the stripping performance is the variable under test.
Finally, ergonomics matters in mid-range because this is where volume happens. NIOSH’s hand-tool guidance supports using tools that reduce force and awkward posture; a tool that reduces adjustment and reduces rework tends to reduce hand load over time. If the tool remains comfortable and consistent across 100–200 strips, that’s a real-world win.

Conclusion
A true “one tool, all wires” claim must survive the real world: mixed wire gauge, variable insulation, long runs, fatigue, and the strict quality requirements that prevent future failures. The right way to prove coverage across 10–24 AWG is a test that measures both cycle time and workmanship-level quality. Standards like NASA-STD-8739.4A define what’s acceptable (no conductor nicks to exposed base metal; no damaged insulation), and TE guidance reinforces that correct preparation and strip length support reliable crimping and connections.
Haisstronica supports a practical “one tool” workflow by combining multi-gauge adaptability (AWG 24–10) with pressure control and strip-length guidance, reducing the adjustment pauses that slow real projects. If you want a tool that can move from thin wire precision to mid-range speed and still keep quality stable, treat your workflow like a process: clean cuts, consistent strip length, controlled pressure, and fast termination staging. Equip your professional electrician tool kit with Haisstronica and put the “10–24 AWG” claim to the test—then keep the time you save.